Закалка металла в домашних условиях: закаливаем сталь правильно
Если знать, как закалить металл правильно, то даже в домашних условиях можно повысить твердость изделий из него в два-три раза. Причины, по которым возникает необходимость в этом, могут быть самыми разными. Такая технологическая операция, в частности, требуется в том случае, если металлу надо придать твердость, достаточную для того, чтобы он мог резать стекло.

Закалка металла в домашних условиях
Чаще всего закалить надо режущий инструмент, причем выполняется термическая обработка не только в том случае, если надо увеличить его твердость, но также и тогда, когда данную характеристику требуется уменьшить. Когда твердость инструмента слишком мала, его режущая часть будет заминаться в процессе эксплуатации, если же она высока, то металл будет крошиться под воздействием механических нагрузок.
Немногие знают, что существует простой способ, позволяющий проверить, насколько хорошо закален инструмент из стали, не только в производственных или домашних условиях, но и в магазине, при покупке. Для того чтобы выполнить такую проверку, вам потребуется обычный напильник. Им проводят по режущей части приобретаемого инструмента. Если тот закалили плохо, то напильник будет как будто прилипать к его рабочей части, а в противоположном случае – легко отходить от тестируемого инструмента, при этом рука, в которой находится напильник, не будет чувствовать на поверхности изделия никаких неровностей.
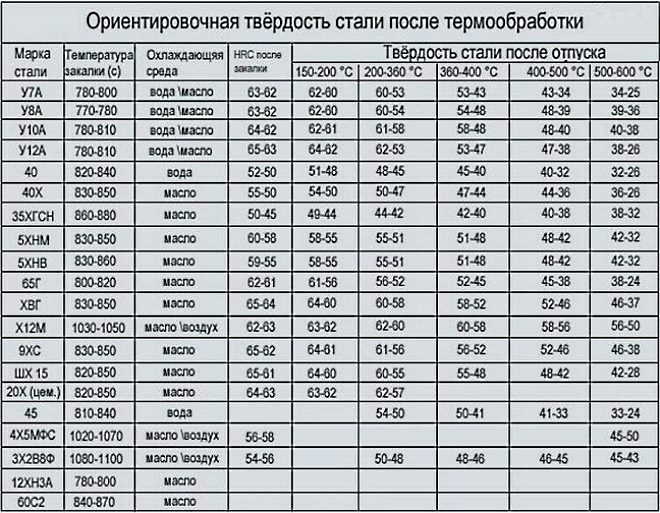
Зависимость твердости стали от режима термобоработки
Если все же так вышло, что в вашем распоряжении оказался инструмент, качество закалки которого вас не устраивает, переживать по этому поводу не стоит. Решается такая проблема достаточно легко: закалить металл можно даже в домашних условиях, не используя для этого сложного оборудования и специальных приспособлений. Однако следует знать, что закалке не поддаются малоуглеродистые стали. В то же время твердость углеродистых и инструментальных стальных сплавов достаточно просто повысить даже в домашних условиях.
Технологические нюансы закалки
Закалка, которая является одним из типов термической обработки металлов, выполняется в два этапа. Сначала металл нагревают до высокой температуры, а затем охлаждают. Различные металлы и даже стали, относящиеся к разным категориям, отличаются друг от друга своей структурой, поэтому режимы выполнения термической обработки у них не совпадают.
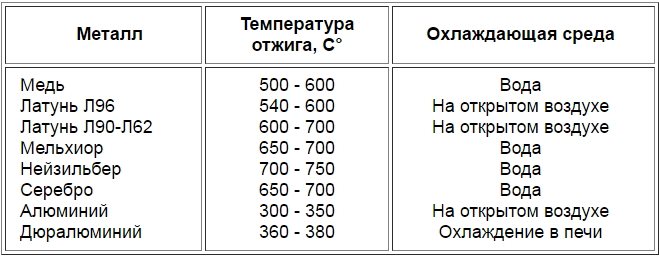
Режимы термообработки некоторых цветных сплавов
Термическая обработка металла (закалка, отпуск и др.) может потребоваться для:
- его упрочнения и повышения твердости;
- улучшения его пластичности, что необходимо при обработке методом пластической деформации.
Закаливают сталь многие специализированные компании, но стоимость этих услуг достаточно высока и зависит от веса детали, которую требуется подвергнуть термической обработке. Именно поэтому целесообразно заняться этим самостоятельно, тем более что сделать это можно даже в домашних условиях.
Если вы решили закалить металл своими силами, очень важно правильно осуществлять такую процедуру, как нагрев. Этот процесс не должен сопровождаться появлением на поверхности изделия черных или синих пятен. О том, что нагрев происходит правильно, свидетельствует ярко-красный цвет металла. Хорошо демонстрирует данный процесс видео, которое поможет вам получить представление о том, до какой степени нагревать металл, подвергаемый термической обработке.
В качестве источника тепла для нагрева до требуемой температуры металлического изделия, которое требуется закалить, можно использовать:
- специальную печь, работающую на электричестве;
- паяльную лампу;
- открытый костер, который можно развести во дворе своего дома или на даче.

Закалка ножа на открытых углях
Выбор источника тепла зависит от того, до какой температуры надо нагреть металл, подвергаемый термической обработке.
Выбор метода охлаждения зависит не только от материала, но также от того, каких результатов нужно добиться. Если, например, закалить надо не все изделие, а только его отдельный участок, то охлаждение также осуществляется точечно, для чего может использоваться струя холодной воды.
Технологическая схема, по которой закаливают металл, может предусматривать мгновенное, постепенное или многоступенчатое охлаждение.
Быстрое охлаждение, для которого используется охладитель одного типа, оптимально подходит для того, чтобы закаливать стали, относящиеся к категории углеродистых или легированных. Для выполнения такого охлаждения нужна одна емкость, в качестве которой может использоваться ведро, бочка или даже обычная ванна (все зависит от габаритов обрабатываемого предмета).

Охлаждение заготовки ножа в масле
В том случае, если закалить надо стали других категорий или если кроме закалки требуется выполнить отпуск, применяется двухступенчатая схема охлаждения. При такой схеме нагретое до требуемой температуры изделие сначала охлаждают водой, а затем помещают в минеральное или синтетическое масло, в котором и происходит дальнейшее охлаждение. Ни в коем случае нельзя использовать сразу масляную охлаждающую среду, так как масло может воспламениться.
Для того чтобы правильно подобрать режимы закалки различных марок сталей, следует ориентироваться на специальные таблицы.
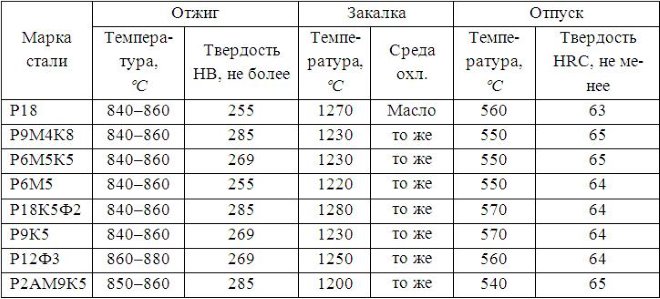
Режимы термообработки быстрорежущих сталей
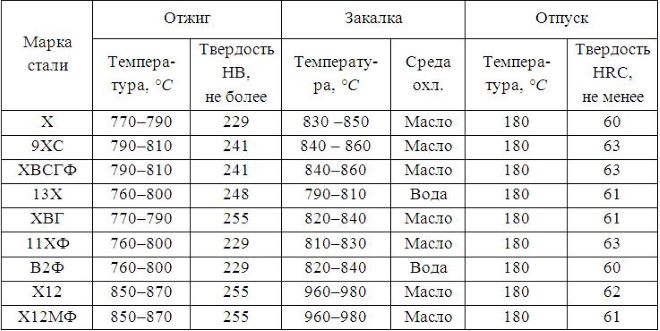
Режимы термической обработки легированных инструментальных сталей
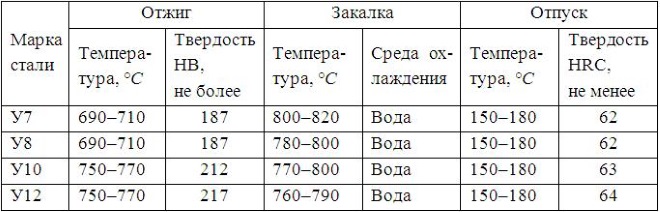
Режимы термической обработки углеродистых инструментальных сталей
Как закалить сталь на открытом огне
Как уже говорилось выше, закалить сталь можно и в домашних условиях, используя для нагрева открытый костер. Начинать такой процесс, естественно, следует с разведения костра, в котором должно образоваться много раскаленных углей. Вам также потребуются две емкости. В одну из них надо налить минеральное или синтетическое масло, а в другую – обычную холодную воду.
Для того чтобы извлекать раскаленное железо из костра, вам понадобятся кузнечные клещи, которые можно заменить любым другим инструментом подобного назначения. После того как все подготовительные работы выполнены, а в костре образовалось достаточное количество раскаленных углей, на них можно уложить предметы, которые требуется закалить.
По цвету образовавшихся углей можно судить о температуре их нагрева. Так, более раскаленными являются угли, поверхность которых имеет ярко-белый цвет. Важно следить и за цветом пламени костра, который свидетельствует о температурном режиме в его внутренней части. Лучше всего, если пламя костра будет окрашено в малиновый, а не белый цвет. В последнем случае, свидетельствующем о слишком высокой температуре пламени, есть риск не только перегреть, но даже сжечь металл, который надо закалить.

Цвета каления стали
За цветом нагреваемого металла также необходимо внимательно следить. В частности, нельзя допустить, чтобы на режущих кромках обрабатываемого инструмента появлялись черные пятна. Посинение металла свидетельствует о том, что он сильно размягчился и стал слишком пластичным. Доводить до такого состояния его нельзя.
После того как изделие прокалится до требуемой степени, можно приступать к следующему этапу – охлаждению. В первую очередь, его опускают в емкость с маслом, причем делают это часто (с периодичностью в 3 секунды) и как можно более резко. Постепенно промежутки между этими погружениями увеличивают. Как только раскаленная сталь утратит яркость своего цвета, можно приступать к ее охлаждению в воде.

Цвета побежалости стали
При охлаждении водой металла, на поверхности которого остались капельки раскаленного масла, следует соблюдать осторожность, так как они могут вспыхнуть. После каждого погружения воду необходимо взбалтывать, чтобы она постоянно оставалась прохладной. Получить более наглядное представление о правилах выполнения такой операции поможет обучающее видео.
Есть определенные тонкости при охлаждении закаливаемых сверл. Так, их нельзя опускать в емкость с охлаждающей жидкостью плашмя. Если поступить таким образом, то нижняя часть сверла или любого другого металлического предмета, имеющего вытянутую форму, резко охладится первой, что приведет к ее сжатию. Именно поэтому погружать такие изделия в охлаждающую жидкость необходимо со стороны более широкого конца.
Для термической обработки особых сортов стали и плавки цветных металлов возможностей открытого костра не хватит, так как он не сможет обеспечить нагрев металла до температуры 700–9000. Для таких целей необходимо использовать специальные печи, которые могут быть муфельными или электрическими. Если изготовить в домашних условиях электрическую печь достаточно сложно и затратно, то с нагревательным оборудованием муфельного типа это вполне осуществимо.
Самостоятельное изготовление камеры для закаливания металла
Муфельная печь, которую вполне возможно сделать самостоятельно в домашних условиях, позволяет закалить различные марки стали. Основным компонентом, который потребуется для изготовления этого нагревательного устройства, является огнеупорная глина. Слой такой глины, которой будет покрыта внутренняя часть печи, должен составлять не более 1 см.
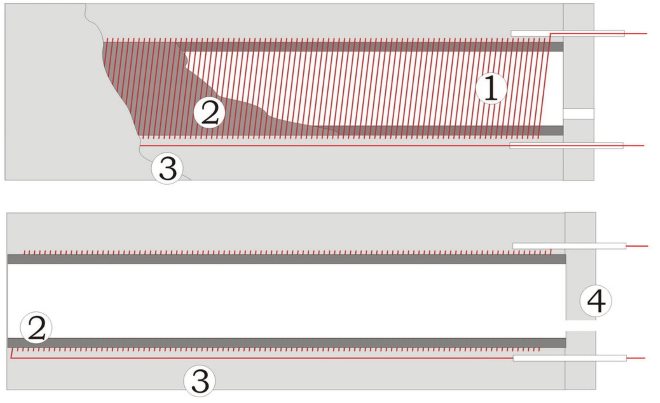
Схема камеры для закалки металла: 1 — нихромовая проволока; 2 — внутренняя часть камеры; 3 — наружная часть камеры; 4 — задняя стенка с выводами спирали
Для того чтобы придать будущей печи требуемую конфигурацию и желаемые габариты, лучше всего изготовить форму из картона, пропитанного парафином, на которую и будет наноситься огнеупорная глина. Глина, замешанная с водой до густой однородной массы, наносится на изнаночную сторону картонной формы, от которой она сама отстанет после полного высыхания. Металлические изделия, нагреваемые в таком устройстве, помещаются в него через специальную дверцу, которая тоже изготавливается из огнеупорной глины.
Камеру и дверцу устройства после просушки на открытом воздухе дополнительно просушивают при температуре 100°. После этого их подвергают обжигу в печи, температуру в камере которой постепенно доводят до 900°. Когда они остынут после обжига, их необходимо аккуратно соединить друг с другом, используя слесарные инструменты и наждачную шкурку.

Глиняный нагреватель с замурованной нихромовой спиралью
На поверхность полностью сформированной камеры наматывают нихромовую проволоку, диаметр которой должен составлять 0,75 мм. Первый и последний слой такой намотки необходимо скрутить между собой. Наматывая проволоку на камеру, следует оставлять между ее витками определенное расстояние, которое тоже надо заполнить огнеупорной глиной, чтобы исключить возможность короткого замыкания. После того как слой глины, нанесенный для обеспечения изоляции между витками нихромовой проволоки, засохнет, на поверхность камеры наносится еще один слой глины, толщина которого должна составлять примерно 12 см.
Готовая камера после полного высыхания помещается в корпус из металла, а зазоры между ними засыпаются асбестовой крошкой. Для того чтобы обеспечить доступ к внутренней камере, на металлический корпус печи навешиваются дверцы, отделанные изнутри керамической плиткой. Все имеющиеся зазоры между конструктивными элементами заделываются при помощи огнеупорной глины и асбестовой крошки.

Готовая самодельная камера
Концы нихромовой обмотки камеры, к которым необходимо подвести электрическое питание, выводятся с задней стороны ее металлического каркаса. Чтобы контролировать процессы, происходящие во внутренней части муфельной печи, а также замерять температуру в ней при помощи термопары, в ее передней части необходимо выполнить два отверстия, диаметры которых должны составлять 1 и 2 см соответственно. С лицевой части каркаса такие отверстия будут закрываться специальными стальными шторками. Самодельная конструкция, изготовление которой описано выше, позволяет в домашних условиях закаливать слесарные и режущие инструменты, рабочие элементы штампового оборудования и др.
Самостоятельное изготовление такой печи (как и закалочного оборудования другого типа) позволяет не только получить в свое распоряжение устройство, полностью соответствующее вашим потребностям, но и хорошо сэкономить, так как серийные модели стоит достаточно дорого.
Как закалить металл в домашних условиях?
damirlan
На форуме с 27.05.2009, cообщений 39
Что и говорить, бывают у производителей всякого рода режущего, колющего и строгающего инструмента огрехи в закалке металла. И часто можно услышать, как, например, хозяин какого-нибудь топора вздыхает: «Эх, не то пошло железо! Вот старики инструмент делали – это да! А сейчас. ».
И действительно, убедившись на собственном опыте, могу подтвердить: часто лезвие топора современного производства то недокалено (заминается), то, наоборот, перекалено (выкрашивается). Досадно! Причем, проверить качество закалки при покупке практически невозможно. Да, с определенной степенью точности можно узнать, как закален ваш инструмент, проведя по режущей кромке напильником. Если напильник очень сильно «липнет» к металлу, почти сто процентов вероятности – недокал, кромка будет слишком мягкой (и не будет держать заточку). Если напильник будет «отскакивать» от поверхности, «гладить» ее, ваша рука не будет при нажатии встречать никакого сопротивления, — это, скорее всего, перекал. Кромка лезвия будет выкрашиваться, более того, инструмент при усилии на изгиб может сломаться.
Согласитесь, пользоваться в работе было бы крайне неудобно как изделием из пластилина, так и из стекла – один мнётся, второе – ломается. Проблема в том, что продавец не позволит вам «строгать» напильником еще не купленный инструмент. И не примет обратно «построганный».
Как же быть, если вы купили инструмент некачественной закалки? Выбрасывать? Продолжать пользоваться, сетуя на брак? Ни первое, ни второе! Вы можете закалить металл в дачных условиях. Для этого потребуется костер с солидным количеством углей и две емкости. Одна с машинным маслом (автол, дизельное, моторное, отработка), вторая – с колодезной водой. И подумайте, чем вы будете держать раскаленное железо. Идеальный вариант – кузнечные клещи. Их у вас нет? Придумайте же что-нибудь!
Итак, будем считать, что вы готовы. Кладите инструмент в костер, на угли! Чем они белее, тем выше их температура. И контролируйте процесс. Цвет поверхности инструмента в месте закаливания должен быть ярко малиновым, но ни в коем случае не белым! Если вы перегреете металл, он может просто «сгореть». Следите за тем, чтобы цвет распределялся равномерно, на закаливаемой кромке не должно быть темных участков.
Если цвет будет недостаточно ярким – «синюшным», то вы «отпустите« сталь, она будет мягкой. Ни разу не замечали, что какие-нибудь «железяки» после костра становятся очень мягкими (слишком пластичными)? Кстати, так можно «размягчить» сталистую проволоку: сильно нагреть и дать ей медленно остыть. И не старайтесь добела накалить весь инструмент: вам же нужно закалить только режущую кромку!
Что ж, представим себе, что закаливаемый инструмент «созрел». Ну, так хватаем его и окунаем в емкость с маслом, чуть «побулькивая» им! Секунды три-четыре, затем резко вынули, секунды две подождали – и снова резко отпустили в масло и «побулькали» уже чуть дольше – секунд пять-шесть (до «синюшного» цвета). И тут же – в емкость с водой до полного остывания. Желательно «помешать» воду закаливаемым инструментом для более резкого охлаждения. Будьте осторожны: масло на «железяке», когда вы ее вытащите в первый раз из масляной емкости, может вспыхнуть!
Вот такой процесс. Если вы все сделаете правильно – качественная закалка металла вам гарантирована. Разумеется, таким способом нельзя превратить «сырец» из вторчермета в первосортную сталь. Но хотя бы закалка будет нормальной. Этому способу меня научил старый кузнец дядя Коля, – земля ему пухом! – и до сих пор я на качество своей закалки не жаловался. Слышал, кто-то использует вместо масла обыкновенный кипяток. Не знаю, попробуйте! Только учтите, что много раз повторять процедуру закалки одного и того же «объекта» вредно: металл «устает», теряет свойства, и потом – только переплавка…
материал взят из http://shkolazhizni.ru

John Jack
На форуме с 24.03.2009, cообщений 158
Москва
Однако ж, инструмент надо покупать не говно, а сразу хороший. Потому что кроме закалки есть ещё такие умные слова как «марка стали», «геометрия», «мехобработка» и «эргономика». Никакой закалкой из «гвоздевой» Ст3 нельзя сделать даже подобие инструментальной стали, потому что она тупо не поддаётся закалке кстати.
И сама статья вредительская. После закалки любого инструмента, особенно топоров, которыми будут рубить, а не аккуратно резать, необходим отпуск — выдерживание при температуре порядка 200 градусов несколько часов с медленным охлаждением. Иначе такой топор при первом же ударе не затупится, а сломается пополам.
linil
На форуме с 12.01.2009, cообщений 1524
Север Южного Урала.
Статья хорошая.
После десятка сломаных топоров такая статья сподвигает изучать металловедение, то есть двигает вперёд, подталкивает сзади, даже можно сказать выпинывает на верную дорогу.
Автор молодец.
Напишите, пожалуста, в таком же стиле, как починить телевизор.
smitroxa
На форуме с 03.06.2010, cообщений 126
г.Орёл
Доброго времени суток, я тоже пытался калить шестерни, результат 50х50, но об этом позже, просто необходимо закалить одну деталь, доступа к термичке нет, вот пытаюсь освоить пока этот процесс, нарырл массу инфы, часть считаю полезной:
Если кому интересно.
Отшлифованная поверхность обыкновенной стали, в зависимости от температуры, на воздухе окрашивается в цвета побежалости:
Светлосоломенный 200
Светложелтый 225
Соломенножелтый 240
Коричнево-желтый 255
Краснокоричневый 265
Пурпурно-красный 275
Фиолетовый 285
Яркосиний 295
Светлосиний 310
Серый 325
При дальнейшем нагревании сталь остается некоторое время темной, а начиная с температуры 500-530 град снова меняет цвет. Появляются так называемые цвета каления:
Темнокоричневый 530-580
Коричнево-красный 580-650
Темнокрасный 650-730
Темновишнево-красный 730-770
Вишнево-красный 770-800
Светловишнево-красный 800-830
Светлокрасный 830-900
Оранжевый 900-1050
Темножелтый 1050-1150
Светложелтый 1150-1250
Ослепительно-белый 1250-1300
Закалка и науглероживание металлов.
Закалка имеет целью придать стали особую твердость, свойственную стали, нагретой выше 700 °C и быстроохлажденной. При операциях закалки большое значение имеет правильный накал металла (отсутствие пережога) и равномерное быстрое охлаждение. При накаливании металла следует избегать излишнего окисления поверхности. Лучше всего накаливаемую сталь покрывать особым составом, который содержит всебе углерод. Углерод этот переходит в сталь (науглероживание) и сообщает ей особую твердость.
1. Ванны для закаливания по Шену.
Примененная опытной рукой водяная баня является самым дешевым средством для закаливания металлов. Нужно только позаботиться, чтобы водяная баня была продолжительное время одинаковой температуры, лучше всего 27°. При более теплой воде металл делается ломким, при горячей воде — недостаточно твердым. Выгоднее всего при каждом сорте товара пробным опытом установить верную температуру и ужедержаться ее при работе.
2. Особый прием закалки стали.
Как известно, стали можно придать путем особой закалки такую твердость, что она будет резать стекло, подобно алмазу. Но не всем известно, что для сообщения стали такой твердости существует простой способ. Шило, лезвие ножа или другой инструмент следует накалить до ярко красного свечения и тотчас же погрузить в обыкновенный сургуч на одну лишь секунду. Операцию погружения в сургуч нужно повторитьнесколько раз, выбирая каждый раз для погружения свежее место в сургуче до тех пор, пока сталь не остынет и не будет уже более входить в сургуч. Тогда процесс закалки считается законченным. Остается очистить приставшие частицы сургуча. При употреблении закаленного таким способом острия или лезвия из стали, советуется каждый раз смачивать его скипидаром.
3. Составы для науглероживаиия закаливаемой стали.
а) Хорошим составом для науглероживания закаливаемой стали может быть следующий:
берут 1 толченого стекла,200 поваренной соли, 8 животного угля, 2 древесного угля, 2,5 ржаной муки, 25 канифоли и 1200 желтой кровяной соли, растирают все составные части в порошок и замешивают в спирте до получения густого теста. Этим составом покрывают стальные предметы перед закалкой. Особенно пригоден он для инструментов, как напр., напильникови т. п.
б) Вместо указанного выше рецепта можно применить следующий. Берут 700 канифоли, 300 железисто- синеродистого калия (желтой кровяной соли), 100 медного купороса и 100 льняного масла. Эти составные части, начиная с канифоли, варятся в горшке при постоянном помешивании (по Бруккерту) до тех пор, пока останется остаток в 1000 (улетучивают таким образом 200). Массу выливают в ящики, где она затвердевает. Чтобы закалить инструмент, его нагревают до вишнево-красного каления и втыкают в массу, которая под влиянием разогретого инструмента становится сразу мягкой. Хорошую сталь еще раз нагревают и погружают затем в холодную воду, отчего сталь становится очень упругой. Сталь худшего качества нужно 2 — 3 раза подряд погружать, каждый раз перед этим накаливая ее, в закаливающуюмассу.
4. Закалка напильников.
Напильники обсыпаются смесью из 5 роговой муки, 5 древесного угля в порошке, 2 поваренной соли в порошке и 1 железисто-синеродистого Калия (желтой кровяной соли).
P.S.
И ещё вопрос к термитчикам, как можно опредилить кустарным образом марку стали, знаю что проффесионалы узнают марку металла по искре на точиле, ну я в этом деле дуб дерево баобаб, поэтому вопрос, есле науглеродить сталь перед закалкой не зная марки, хуже не будет?
linil
На форуме с 12.01.2009, cообщений 1524
Север Южного Урала.
Если будете науглероживать по последнему методу-хуже не будет.Науглероженый слой будет мизерной толщины.Да и по предидущим тоже.
На производстве детали закапывают в массу карбюризатора (это так называются ваши шаманские составы) и держат в печи часами.
1час = 0,1 мм науглероженого слоя на детали.
rullON
На форуме с 23.05.2008, cообщений 525
Рыбинск
Есть пара замечаний ко всему, что пишут по этому вопросу.
— С первого раза по всем этим рекомендациям не удастся определить марку по искре. Этому нужно учиться, сравнивая искры от материалов заведомо известного состава и состояния .
— Искра на участках стали, обрезанных газорезкой, болгаркой или ножницами — разная. Искра от одной и той-же стали, с разной термообработкой — разная. И нигде не описывается как правильно проверять — на закаленном или отпущенном образце. А вообще этот способ предназначен для определения материала заготовки, а не детали.
— Искра на разных абразивных кругах — разная. Обычно для проверки используют только белые круги.
Выдержки из трактатов древних алхимиков очень познавательны. с истрико-художественной точки зрения.
Науглероживание поверхности детали последние 50-70 лет производится при помощи газового карбюризатора. Чаще всего — углекислого газа.
Схематично так — в герметичную камеру укладываются детали, камера заполняется углекислотой с небольшим избыточным давлением, нагревается до температуры 600-800С, и выдерживается при ней несколько часов в зависимости от требуемой толщины науглераживания.
Упомянутые Линилом жидкие карбюризаторы обычно содержат цианиды.
Твердым карбюризатором является уголь.
Время получения одинакого слоя науглераживания в газовом карбюризаторе в три-пять раз быстрее чем в жидком и в 10 раз чем в твердом.