- Красиво шить не запретишь!
- Елена Красовская
- Красиво шить не запретишь!
- Руководство для новичков
- Учитесь шить он-лайн с Еленой Красовской
- Способы обработки срезов деталей
- Обработка срезов деталей
- Способы обработки срезов
- Условия обработки срезов деталей
- Соединение частей основных деталей
- Глава 2 ОБРАБОТКА ДЕТАЛЕЙ И УЗЛОВ ИЗДЕЛИЙ БЕЗ ПОДКЛАДКИ
Красиво шить не запретишь!
Елена Красовская
Красиво шить не запретишь!
Руководство для новичков
Учитесь шить он-лайн с Еленой Красовской
Способы обработки срезов деталей

Продолжаю серию публикаций рубрики “Уроки шитья”, где речь идёт о стандартных правилах и принятой технологии пошива изделий. Сегодня рассмотрим способы обработки срезов деталей.
Если сравнить шитьё с любой другой практической деятельностью, например, с освоением игры на фортепьяно или вождением велосипеда, ясно, что без основ и длительных практических действий, сложно двигаться к высотам импровизаций.
Сначала нужно разучить гаммы или отработать падения, только после этого легко получится придумывать новые сочетания звуков и приёмов езды.
В шитье также. Без знания теории и практических навыков сложно импровизировать.
Из предыдущих публикаций, вы узнали, как определить технологическую последовательность пошива изделия, как обработать вытачки, о правилах смётывания и стачивания, работе на швейной машине и др.
Продолжим разбор начальных этапов обработки изделия.
Обработка срезов деталей
Главная причина обработки срезов деталей – предохранение их от растяжения и осыпаемости нитей. Сопутствующая – улучшение комфорта в носке и внешнего вида изделия с изнанки.
Способ обработки срезов выбирают в зависимости от ткани, модели и имеющегося оборудования.
Способы обработки срезов
Срезы соединительных швов могут быть обработаны по-разному, их можно:
- Обметать на специальной машине;
- Застрочить на стачивающей машине;
- Обработать на швейной машине строчкой “зигзаг”;
- Окантовать полоской ткани или специальной тесьмой;
- Оформить на специальном приспособлении фигурным вырезом;
- Оплавить на спец. оборудовании или при помощи огня (определённый вид ткани);
- Оставить без обработки, если позволяют свойства материала и вид модели.
Условия обработки срезов деталей
Срезы всех соединительных швов (плечевых, боковых, рукавных и т.д.), а также внутренние срезы подбортов и обтачек обмётывают, если только не предусмотрен другой вид обработки.
Чаще всего, срезы обмётывают при помощи оверлока, специальной машины или строчкой “зигзаг” на швейной машине, имеющей такую функцию.
Когда шов обработан вразутюжку, т.е. срезы разложены в обе стороны от строчки, обмётывание рекомендуется выполнять до стачивания деталей.
Заутюженные на одну из сторон срезы, обмётывают одновременно или после стачивания.
Если отсутствует спец.машина для обмётывания (в инд.пошиве), при обработке соединительных швов вразутюжку, перед соединением деталей, допускается застрачивать срезы на стачивающей машине швом вподгибку с открытым срезом.

Строчка “зигзаг” по своим функциональным свойствам легко может заменить обмётывающую строчку, если под рукой не оказалось оверлока.
Срезы соединительных швов вразутюжку можно обработать полоской тонкой, подходящей ткани окантовочным швом с одним открытым срезом.
Если срезы изделия не осыпаются допускается применение приспособления для фигурного оформления края, например, ножницы “зигзаг”. В основном, применяют такой способ на плотных материалах: драп, бархат, велюр, плотный трикотаж и т.п.
Применение спец.оборудования, например, распошивальной машины, допускает одновременное стачивание и обмётывание срезов. На изделиях из трикотажных полотен такая обработка встречается чаще всего.
Если материал и вид модели позволяют, можно оставить срезы без обработки. Сейчас такой способ набирает популярность из-за распространения полотен не подверженных осыпанию и выпадению нитей.
Срезы капроновых и подобных материалов могут быть оплавлены на машине со специальным устройством (массовое производство) или с применением огня (в домашних условиях).
Подробности о разных видах обработки срезов смотрите в видео:
Приёмы обработки срезов деталей схожи и подробно рассмотрены в статьях про обработку низа изделия и рукава:
Соединение частей основных деталей
Соединение частей основных деталей на швейной машине требует соблюдения некоторых правил.
- Части основных деталей соединяют стачным швом.
- Боковые срезы изделий стачивают со стороны спинки, боковые срезы юбок – со стороны заднего полотнища.
- Плечевые срезы стачивают со стороны переда.
- Срезы шва одношовного рукава стачивают со стороны переднего среза, двухшовного переднего шва – со стороны верхней части, локтевого – со стороны нижней части.
- Лиф с юбкой стачивают двумя строчками. В изделиях из легкопрорубаемых тканей – одной строчкой с применением тесьмы.
- Боковые и шаговые срезы брюк стачивают по передним половинкам одной строчкой. Средние срезы – двумя строчками с интервалом 0,1 см.
- Швы разутюживают или заутюживают, по модели.
- Если в шве соединения одна из деталей имеет сборку, стачивание выполняют со стороны детали со сборкой. Шов отгибают и заутюживают в сторону детали без сборок.
- Там где требуется подгонка рисунка (клетка, полоска), срезы предварительно скалывают или смётывают, а затем производят стачивание.
Это общие условия соединения частей основных деталей.
Обработку конкретных узлов, например, соединение лифа с юбкой, обработка шва рукава и т.д, будем разбирать в следующих публикациях. Следите за обновлениями.
Мы рассмотрели основные способы обработки срезов деталей.
Важно помнить, что способ, которым предполагается обработать срез, напрямую зависит от вида материала и модельных особенностей выбранного изделия.
Дальше рассмотрим изученные приёмы на конкретных примерах обработки плечевых и боковых срезов.
Глава 2 ОБРАБОТКА ДЕТАЛЕЙ И УЗЛОВ ИЗДЕЛИЙ БЕЗ ПОДКЛАДКИ
Изготовление швейных изделий из тканей, трикотажных полотен и других материалов представляет собой совокупность технологических процессов раскроя материалов, обработки деталей и узлов, сборки узлов полуфабриката, заключительной отделки готовых изделий, включая окончательную влажно-тепловую обработку.
Обработка деталей и узлов является важнейшим процессом при изготовлении швейных изделий и состоит из ряда последовательно выполняемых ручных, машинных, утюжильных работ (операций) с использованием различных инструментов, приспособлений и оборудования. Изменение последовательности выполнения операций, применение швов разнообразных видов с различными параметрами обеспечивают большое разнообразие методов обработки. Поэтому одну и ту же деталь или один и тот же узел можно обработать несколькими методами. Метод обработки детали или узла выбирают в зависимости от назначения и вида изделия, его модельных особенностей, а в основном — от свойств материалов, из которых изделие производят. В последние годы осуществляется унификация методов обработки для изделий различного вида и назначения.
Среди изделий без подкладки можно назвать такие виды одежды, как платье, сарафан, блузка, мужская сорочка, летнее пальто, плащ, куртка, и т.п. Отсутствие подкладки диктует необходимость тщательной отделки изнаночной стороны изделия. Не основные детали, расположенные на изнанке изделия (например, подкладку прорезных карманов), выкраивают из основного материала. Прокладки и усилители на изнанке изделия должны быть закрыты другими деталями из материала верха. Срезы всех деталей обметывают или окантовывают. При этом нитки и окантовочные бейки, тесьма должны быть подобраны в тон основного материала.
В общем виде обработку деталей и узлов изделия без подкладки проводят в следующем порядке:
начальная обработка деталей;
соединение полочек (переда) и спинки;
обработка горловины изделия;
обработка воротника и соединение его с изделием;
обработка проймы изделия без рукава;
обработка рукава и соединение его с изделием;
обработка низа изделия;
обработка верхних срезов юбок и брюк;
окончательная отделка изделия.
НАЧАЛЬНАЯ ОБРАБОТКА ДЕТАЛЕЙ
Все детали изделия разделяют на основные, не основные, мелкие и отделочные.
Основными деталями являются полочки (перед), спинка, рукава, воротник. Полочка и спинка могут состоять из лифа и юбки. Все основные детали могут иметь различные членения в долевом, поперечном, наклонном направлениях. Их выкраивают из основного материала. Воротники могут быть дублированными.
К не основным относят детали карманов, под борта, планки застежек, манжеты и др. Форма и размеры не основных деталей зависят от модели изделия. Их выкраивают из основного или отделочного материала. Под борта и манжеты могут быть дублированными.
Мелкие детали — это клапаны, листочки, погоны, хлястики, паты, пояса, полупояса, шлевки. Эти детали могут быть разных форм, размеров; с цельнокроеной или отрезной подкладкой из основного или отделочного материала; с прокладками из клеевых или не клеевых материалов или без них.
Отделочные детали встречаются в основном на платьях и блузках. К ним относят воланы, оборки, рюши, жабо, галстуки, банты, съемные воротники и манжеты и т.п. Внешний вид и конструкция отделочных деталей разнообразны. Эти детали выполняют из основного или отделочного материала.
Начальная обработка деталей состоит из следующих работ:
обработки вытачек, подрезов;
выполнения складок и отделочных швов;
соединения частей основных деталей, соединения кокеток и вставок с основными деталями;
обработки мелких деталей;
обработки отделочных деталей.
Дублирование деталей
Дублирование осуществляется для придания деталям жесткости, формо устойчивости. В изделиях без подкладки дублированными могут быть все детали воротника или некоторые из них (верхний воротник, нижний воротник, стойка воротника, стойка нижнего воротника), манжеты и их подкладка, под борта, клапаны, листочки прорезных карманов. На изнаночной стороне полочек под места расположения прорезных карманов могут быть поставлены усилители (долевики). Прокладки и усилители могут быть клеевыми и не клеевыми. Дублирование деталей кроя производят на прессе с плоской подушкой или утюгом, соблюдая режимы дублирования и технические условия на выполнение влажно-тепловых работ.
При дублировании клеевыми прокладками основную деталь укладывают на горизонтальную поверхность пресса или утюжильного стола лицевой стороной вниз. Прокладку помещают лицевой стороной на изнанку основной детали так, чтобы срезы прокладки не доходили до срезов основной детали на 2. 7 мм. После этого осуществляют дублирование. При проведении работ утюгом его не перемещают по поверхности детали, а опускают на деталь и поднимают с нее вертикально. Перемещают утюг в воздухе. Размеры и форму дублированных деталей проверяют по лекалам.
Если основной материал имеет подвижную, легко деформирующуюся структуру, целесообразно продублировать его кусок перед раскроем и лишь, затем выкраивать детали (воротник, отрезную стойку воротника). Такая последовательность операций позволяет получить точный, симметричный, без перекосов полуфабрикат, который не нужно будет проверять и уточнять перед следующей операцией.
Не клеевые прокладки в настоящее время встречаются все реже. Прокладку помещают на изнаночную сторону основной детали, совмещая ее срезы со срезами основной детали, и прикрепляют временной строчкой — ручной или машинной. Окончательно не клеевую прокладку закрепляют машинной соединительной или отделочной машинной строчкой по всем срезам при дальнейшей обработке детали. После этого временную строчку удаляют.
Обработка срезов
Эту операцию проводят для закрепления краев деталей, предотвращая их осыпание при эксплуатации изделия. Срезы деталей изделия без подкладки обметывают, окантовывают или застрачивают.
Обметывают срезы на обметочной машине двух-, трех- или четырех ниточного цепного стежка. Ширина шва обметывания колеблется от 3,5 до 6 мм. Большая ширина обметочного шва позволяет получить край детали, наиболее устойчивый к осыпанию.
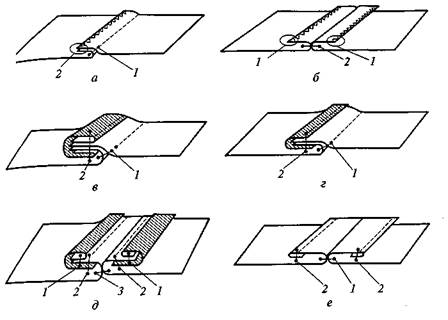
Рис. 2.1. Обработка срезов деталей:
здесь и в других рисунках цифрами обозначена последовательность выполнения машинных строчек
В изделиях из тонких тканей срезы двух деталей обметывают одновременно после их соединения стачным швом (рис. 2.1, а). Срезы могут быть обметаны одновременно со стачиванием деталей на специальной двух игольной машине. Срезы деталей из толстых тканей, соединяемых стачным швом, обметывают до стачивания или после стачивания деталей, причем каждый срез отдельно (рис. 2.1, б).
Срезы деталей окантовывают при изготовлении изделий высшего качества или если срезы деталей, выкроенных из ткани рыхлой структуры с длинными перекрытиями толстых гладких нитей, располагаются в направлении нитей основы или утка. В последнем случае обметывание срезов не позволяет добиться хорошего качества обработки, потому что обметочная строчка слабо закрепляется в структуре ткани, захватывая только две-три ее крайние нити, и легко соскальзывает с края детали. В промышленных Условиях окантовывание выполняют на одно игольной машине со спецприспособлением (рис. 2.1, в, г). При индивидуальном пошиве для окантовывания срезов используют окантовочный шов с открытым срезом с применением косой бейки (рис. 2.1, д).
Если нет специальных обметочных машин, срезы деталей изделия без подкладки могут быть застрочены на изнаночную сторону швом в подгибку с открытым срезом (рис. 2.1, ё). Ширина припуска застрачивания среза 0,6. 0,8 мм; ширина шва застрачивания 0,1 . 0,25 мм. Застрачивание срезов выполняют после стачивания деталей.
Обработка вытачек, подрезов
Вытачки предназначены для придания деталям швейных изделий объемной формы. Вытачки могут размещаться на всех основных деталях. Соединяемые между собой стороны вытачек имеют вид острого угла или узкого ромба. Вытачки треугольной формы размещаются по краю детали, ромбовидные вытачки — в ее середине. Вершина каждой вытачки лежит вблизи наиболее выступающей точки поверхности (например, наиболее выступающих точек груди на полочках, наиболее выступающих точек лопатки на спинке). Число, размеры и места расположения вытачек на детали могут быть самыми разными. Вытачки выполняют стачным или накладным швом. В зависимости от формы сторон стачной вытачки шов стачивания вытачки бывает прямолинейным или криволинейным.
В изделиях без подкладки выполняют неразрезные вытачки в за утюжку и враз утюжку, а также вытачки, переходящие в складки.
Обработку вытачек начинают с их разметки на изнанке изделия. Проводят мелом линии сгиба, стачивания и концов вытачки (рис. 2.2). Деталь складывают по намеченной линии сгиба лицом внутрь и сметывают. В промышленном производстве операция сметывания отсутствует. Вытачку стачивают по намеченной линии, начав от среза детали и закончив строго у намеченной поперечной линии конца вытачки (рис. 2.3, а). Вытачку, расположенную в середине детали, стачивают, начав с любого из концов (рис. 2.3, б). При этом все вытачки данной детали стачивают в одном направлении. После стачивания наметочную строчку удаляют, вытачку приутюживают, а затем заутюживают (рис. 2.3, в) или разутюживают (рис. 2.3, г) в зависимости от модели. При разутюживании сгиб располагают строго по линии стачивания. В зависимости от Дели стачанные вытачки могут быть настрочены на основную с лицевой стороны (рис. 2.3, д, е).

Рис. 2.2. Разметка вытачек на деталях кроя
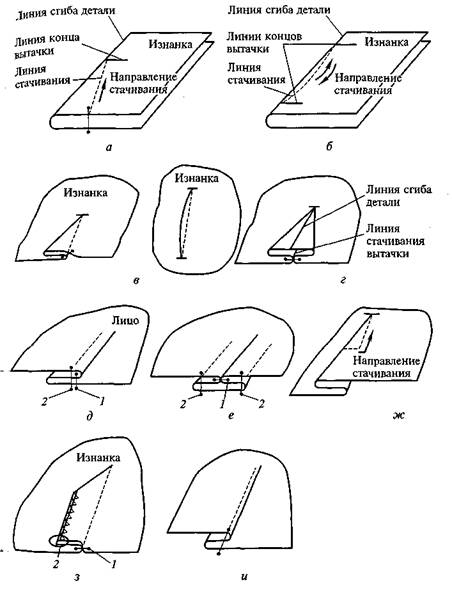
Рис. 2.3. Обработка неразрезных вытачек
В промышленных условиях для изготовления прямолинейных неразрезных вытачек, расположенных в срезах деталей, используют полуавтоматическую швейную машину.
При стачивании вытачки, переходящей в складку, строчку начинают прокладывать поперек складки от сгиба до линии разметки, а затем по линии стачивания до конца вытачки (рис. 2.3, ж).
Если вытачка имеет раствор более 50 мм, ее после стачивания целесообразно обрезать и одновременно обметать срезы на обметочной машине цепного стежка (рис. 2.3, з). Расстояние от стачивающей строчки до обметанного края вытачки 10 мм.
В соответствии с моделью вытачку можно выполнить накладным швом. В этом случае разметку делают на лицевой стороне детали, рисуя мелом стороны и конец вытачки. Деталь складывают по одной из намеченных сторон изнанкой внутрь. Сгиб совмещают со второй стороной вытачки на лицевой стороне детали. Вытачку заметывают и настрачивают (рис. 2.3, и). Строчку настрачивания прокладывают по лицевой стороне на расстоянии. 1 . 2,5 мм от сгиба.
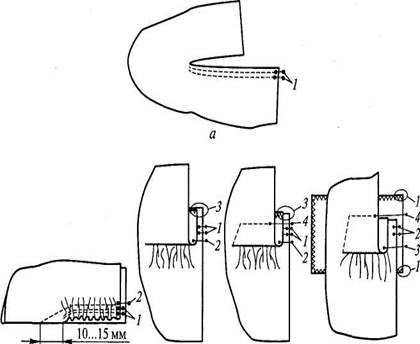
Рис. 2.4. Обработка подрезов
Подрезы, так же как и вытачки, позволяют придавать объемную форму детали изделия. В отличие от вытачки у подреза один из стачиваемых срезов длиннее другого (рис. 2.4, а). Длинный срез в зависимости от модели при собирают или закладывают мелкими складками, закрепляя их строчкой (строчка 1). После образования сборок или складок стороны подреза должны иметь равную длину. Деталь складывают лицом внутрь, совместив срезы подреза, смет, а затем стачивают со стороны при собранного среза (строчка 2). В начале строчки ширина шва 7. 10 мм, к концу строчки она постепенно уменьшается, сходя на нет. При этом строчку заканчивают на сгибе сложенной детали на 10. 15 мм дальше конца разреза. После этого наметочную строчку удаляют, припуски шва стачивания приутюживают, обметывают (строчка 3), а затем заутюживают в сторону, которая не имеет сборок.
Стороны подреза можно соединить настрочным швом с открытыми обметанными срезами. Если по модели ширина строчки настрачивания больше припуска на шов, то при стачивании сторон подреза под строчку подкладывают предварительно обметанную (рис. 2.4, б, строчка 1) полоску основного материала. Длинный срез при собирают (строчка 2). Стачивание сторон подреза выполняют одновременно с притачиванием полоски по стороне подреза, не имеющей сборок (строчка 3). Шов настрачивания прокладывают по лицевой стороне детали (строчка 4); его ширина определяется моделью.
Выполненные вытачки и подрезы должны быть симметричны относительно середины детали, иметь закрепки в концах строчки. У вершины вытачки или подреза не должно быть слабины или пролегания.