- Виды машинных швов
- Соединительные машинные швы
- Стачной шов
- Настрочной шов
- Накладной машинный шов
- Двойной выворотный шов
- Запошивочный шов
- Краевые швы
- Обтачной шов
- Машинный шов вподгибку с закрытым срезом
- Шов вподгибку с открытым срезом
- Окантовочный шов с открытым срезом
- Окантовочный шов с закрытым срезом
- Окантовочный шов с тесьмой
- Другие статьи:
- Ширина шва это шитье
Виды машинных швов
Машинные швы подразделяются на соединительные, краевые и отделочные швы. В свою очередь, каждый из этих основных видов машинных швов имеют свою классификацию. Например, соединительный шов может быть стачным, надстрочным, накладным и т.д.
Если вам для уроков труда необходимо знать выполнение того или иного вида шва, или просто для саморазвития требуется таблица машинных швов, то можете воспользоваться информацией данной статьи.
Обратите внимание, что машинный шов и машинная строчка это разные понятия. Машинный шов подразумевает способ соединения или обработки края ткани, а машинная строчка — это способ, схема образования стежка швейной машиной.
В этом видео вы увидите какие строчки может делать швейная машина.
Подписывайтесь на наш канал, вы узнаете много полезных советов.
Соединительные машинные швы
Стачной шов
Этот машинный шов применяется при соединении плечевых и боковых срезов, соединении лифа с юбкой, стачивании срезов рукавов, а также при втачивании рукава в пройму и т.п.
Детали складываются лицевыми сторонами, сметываем и стачиваем, отступив от среза на ширину шва.
Влажно-тепловая обработка ткани (утюжка) может производится «на ребро» (срезы сохраняют своё положение после отпаривания), вразутюжку (срезы разутюжены в разные стороны) и взаутюжку (срезы заутюжены на одну сторону).
Ширина шва от 0,5 — до 2см.
Стачной шов может быть выполнен как без посадки, так и с посадкой одного из сшиваемых краев деталей одежды.
Любите комнатные или садовые цветы? В питомнике «Зеленые Ворота» можно купить укорененные черенки и деленки различных домашних и многолетних садовых цветов. У нас постоянно обновляется колекция антуриумов и гибискусов. Цветы и растения высылаются почтой.
В этом видео вы увидите какие машинные швейные строчки выполняет швейная машинка Бразер.
Настрочной шов
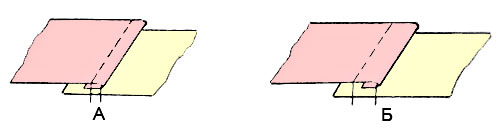
Настрочной машинный шов выполняется в два приема. Сначала стачаем детали на нужную ширину шва, отпарим «на ребро». Отогнем верхнюю деталь на лицевую сторону (припуски на швы повернем на верхнюю деталь). Прометаем, проутюжим, слегка фиксируя утюгом сгибы, и проложим отделочную строчку.
Расстояние между строчками зависит от плотности ткани, фасона и моды. Если сделать припуск верхней детали на 0,3-0,5см уже, чем нижний, то открытый срез детали закроется верхней строчкой.
А — настрочной шов с открытым срезом.
Б — настрочной шов с закрытым срезом.
Накладной машинный шов
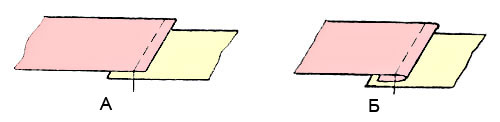
Накладной машинный шов бывает двух видов: с открытым срезом (для соединения частей прокладок с целью уменьшения общей толщины шва) и с закрытым срезом (для присоединения кокеток, накладных карманов и других накладных деталей).
В первом случае части деталей накладывают одну на другую с заходом срезов 1,5-2см и соединяют прямой или зигзагообразной строчкой.
Во втором случае срез накладной (верхней) детали подгибают вовнутрь на нужную величину, заутюживают, накладывают по намеченным линиям на основную (нижнюю) деталь, приметывают и настрачивают.
Ширина шва зависит от модели одежды.
А — накладной шов с открытым срезом.
Б — накладной шов с закрытым срезом.
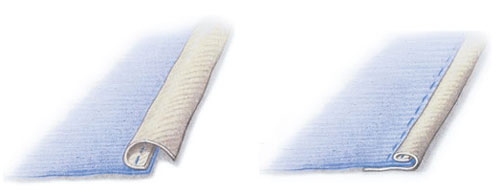
Двойной выворотный шов
Двойной выворотный шов (французский) используется при пошиве изделий из прозрачных тканей, а также некоторых видов постельного белья.
См. Как сшить постельное белье.
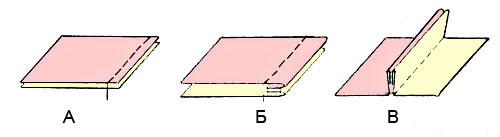
Для выполнения выворотного шва детали нужно сложить изнаночными сторонами, уравнивая срезы, и стачать на расстоянии 0,3-0,4см от среза (А). Затем перегнуть детали по линии шва, обратив их лицо с лицом и стачать второй раз, отступая от края 0,5-0,7см (Б). При этом припуски первого шва оказываются закрытыми внутри второго.
Запошивочный шов
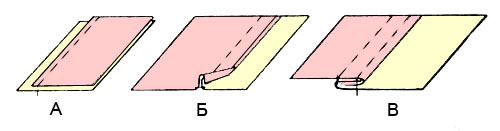
Этот машинный шов применяется при пошиве белья, мужских сорочек, спортивной и спецодежды. Выполняется он следующим образом.
Детали сложить лицевыми сторонами, перепуская нижний срез на 0,5см от среза верхней детали (А). Шов расправить, обогнуть большим припуском меньший, отвернуть шов в сторону меньшего припуска, и настрочить строчкой на расстоянии 0,1-0,2см от сгиба припуска (В).
Краевые швы
Обтачной шов
Обтачной шов является разновидностью стачного шва и применяется для соединения таких деталей изделия, в результате вывертывания которых, шов расположится по их краю, а запасы его внутри, между деталями (воротник с подворотником, борта с подбортами, горловина с обтачкой и т.п.)
Детали складывают лицевыми сторонами внутрь и соединят стачным швом. Затем детали вывертывают на лицевую сторону, швы расправляют и выметывают с образованием переходного канта, позволяющего сделать шов незаметным снаружи. Переходный кант образуется за счет верхней детали, которая на 0,1-0,2см переходит на сторону нижней.
В тех случаях, когда обтачной шов выполняется без переходного канта, после соединения деталей строчкой рекомендуется развернуть их изнанкой верх, припуски шва разутюжить, а затем детали вновь сложить изнаночной стороной внутрь по машинной строчке и окончательно приутюжить.
При обтачивании бортов и при обработке воротников из неосыпающейся ткани ширина обычного шва равна 0,3-0-5см. Из осыпающейся ткани — 0,4-0,7см.
Машинный шов вподгибку с закрытым срезом
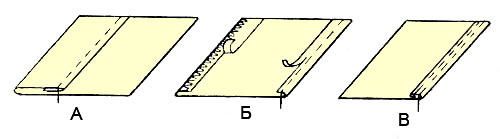
Шов вподгибку с открытым срезом применяется для подшивания низа изделия и рукавов в изделиях из плащевых и хлопчатобумажных тканей, а также при изготовлении белья (А).
Обрезной края изделия подгибают на изнаночную сторону на 0,7-1см, приутюживают, после чего весь припуск на подшивку низа перегибают на изнаночную сторону и закрепляют машинной строчкой у самого сгиба. Ширина внешнего подгиба шва определяется назначением изделия и берется в пределах 1,5-5см.
разновидностью этого машинного шва является «московский шов» (В) — застрачивание края детали двойной машинной строчкой. Такой шов дает возможность получить узкий подгиб (рубчик) и применяется главным образом при подшивании воланов, оборок, сильно расклешенного низа платья.
Перегибают на изнаночную сторону припуск на шов и застрачивают у сгиба (на расстоянии 1-2мм), затем излишек припуска срезают почти до строчки, застроченный край еще раз перегибают и скрепляют все три слоя ткани второй машинной строчкой, прокладывают ее рядом с первой.
См. также Основные способы, как подшить юбку.
Шов вподгибку с открытым срезом
Шов вподгибку с открытым срезом (полумосковский шов) применяется при обработке внутренних краев подбортов и всевозможных обтачек (горловин, пройм, рукавов и др. деталей). Припуск на шов (0,75см) подгибают на изнаночную сторону и застрачивают на расстоянии 0,2см от сгиба (см. выше — Б).
При обработке краев воланов, рюшей, оборок шов выполняют строчкой зигзаг шириной 0,15-0,25см, прокладывая его по сгибу, а излишек ткани срезают до самой строчки (см. выше — Б).
Окантовочный шов с открытым срезом
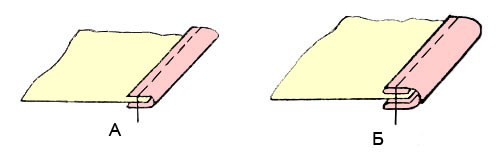
Этот машинный шов иногда называют «Гонконг» (А) и используют его для обработки срезов деталей, которые в дальнейшем настрачиваются на другие детали (кокеток, лифа, накладных карманов и др.). Кроме того, этим швом обрабатываются края изделий из плотных тканей (край подгибки низа, край подборта пальто).
Выкраиваем полоску ткани шириной 2,5см (утроенная ширина окантовки плюс 1,5см) под углом 45 градусов к направлению нитки основы (долевой).
Приложим обтачку к обрабатываемому срезу изделия, совмещая лицевые стороны, притачиваем, срез изделия обернем обтачкой, прометаем и пристрочим с лицевой стороны в шов притачивания.
Открытый срез подшивки пальто, юбки из плотной ткани обрабатываем окантовочным швом (из подкладочной ткани) и подошьем к изделию вручную за каждый стежок машинной строчки.
Окантовочный шов с закрытым срезом
Это машинный шов часто называют «рулик» (см. схему выше — Б). Выполняется он также как и с открытым срезом, только обтачка кроится вдвое шире (5см).
Обтачку складывают вдвое, приутюживают , накладывают на лицевую сторону с резами к обрабатываемому срезу, приметывают и притачивают швом принятой ширины (0,75см). Затем полоской огибают срезы, закрепляют на изнанке. Еще раз приутюживают и прокладывают вторую машинную строчку в шов притачивания либо прикрепляют с изнаночной стороны ручными потайными стежками.
См. также Обработка горловины косой бейкой.
Окантовочный шов с тесьмой
Окантовочный шов с тесьмой — это тоже, что и шов с закрытым срезом, но вместо полоски ткани используется готовая тесьма (косая бейка). Тесьмой огибают обрабатываемый срез, наметывают и прокладывают машинную строчку, захватывая оба края косой бейки.
Технология пошива бейсболки, от выкройки до застежки. Подписывайтесь на мой канал, и вы узнаете много швейных полезных советов от профессионала.
Другие статьи:
 Потайной шов вручную
Потайной шов вручную
В этой статье вы подробно узнаете, как выполняется потайной шов. А также узнаете, как подшить брюки или юбку потайным стежком, какие нужно использовать нитки и иглы.
 Самые популярные ручные швы
Самые популярные ручные швы
Любая одежда для примерки сметывается ручным швом. Швейная машина пока еще не может выполнить это. Сметочный шов должен хорошо соединять детали кроя, и одновременно легко распускаться. Он не оставляет следов от иголки, поскольку используется тонкая игла и нитка.
 Декоративная строчка на сложном участке
Декоративная строчка на сложном участке
Иногда требуется сделать идеально ровную декоративную строчку на изделии, но рисовать линию мелом нельзя — останутся следы, а строчить «на глаз» не хватает опыта. Простые советы, как делать строчки на «сложных» участках.
 Как правильно утюжить одежду
Как правильно утюжить одежду
Тем, кто много шьет своими руками, обязательно нужен мощный паровой утюг с терморегулятором, несколько проутюжильников. Проутюжильник — это кусок ткани, через которую утюжат изделие.
 Технология стачивания деталей
Технология стачивания деталей
Учиться шить можно всю жизнь. Но начинать учиться нужно с освоения простейших приемов работы на швейной машинке, изучения основных видов ручных швов, влажно-тепловой обработки тканей, построения выкройки и др.
 Наименование деталей кроя, термины
Наименование деталей кроя, термины
Какие наименования имеют детали выкройки и кроя, линий и срезов верха женского платья и другой одежды.
Ширина шва это шитье
Одна из болезненных тем при разборе претензий к химчисткам в судах – это оценка стоимости изделия. Эксперты, вынося свое заключение по изделиям, по характерным признакам почти всегда могут сказать, изготовлена ли вещь промышленным или кустарным способом, другими словами – фирменная ли это вещь или пошитая артелью «Умелые руки», а следовательно, насколько можно доверять символам по уходу за изделием. Так как заявляемые суммы по искам все чаще принимают космические масштабы, правильная оценка стоимости изделия имеет важное значение. Одним из явных признаков брака при пошиве изделия являются некачественные швы и строчки. В данной статье мы приводим краткое изложение главы о швах и строчках из новой книги Андрея Александровича Парфеньева и Аллы Васильевны Ивановой, посвященной вопросам экспертизы изделий после обработки на предприятиях химической чистки при рассмотрении дел в судах РФ. Итак,
Шов – место соединения деталей. Ниточное соединение деталей выполняется строчкой на швейной машине или вручную.
Строчка – ряд повторяющихся стежков.
Стежок – переплетение ниток между двумя проколами иглы.
Длина стежка – расстояние между двумя последовательными проколами иглы.
Ширина шва – расстояние от среза детали до строчки.
По назначению ручные стежки делятся на соединительные и отделочные. Ручные стежки образуют строчки временного и постоянного назначения.
Параметры швов и строчек должны соответствовать требованиям ГОСТ 12807-2003 «Изделия швейные. Классификация стежков, строчек и швов».
Качество швов и строчек определяется целым комплексом показателей, которые можно разделить на 4 группы.
В первую группу объединены показатели, влияющие на внешний вид швов. Они определяют эстетические свойства и внешний вид швов и зависят от качества (ровности) линий строчек и швов, плотности затяжки стежков, правильного расположения узлов переплетения ниток в стежках, целостности строчки, равномерности размеров стежков по длине строчки.


Так, причинами ухудшения внешнего вида и эстетических свойств швов могут быть:
– искривление линии строчки, шва;
– слабая затяжка стежков, приводящая к неплотному соединению деталей;
– разрыв нитки в стежке, нарушающий целостность строчки;
– неравномерная частота стежков на отдельных участках строчки.
Во вторую группу объединены показатели, определяющие деформационные свойства швов и строчек.
Это, прежде всего продольная деформация швов, которая выражается в стягивании материала нитками строчки, т. е. в сокращении длины шва и волнистости материала по линии строчки, а также посадка нижнего слоя материала относительно верхнего, что приводит не только к ухудшению внешнего вида, но и к разнодлинности стачиваемых деталей.


В третью группу входят показатели, характеризующие механические свойства швов и строчек:
– прочность швов при растяжении вдоль и поперек линии строчки;
– удлинение швов при растяжении вдоль линии строчки;
– раздвижка материала (ткани) в швах при растяжении поперек линии строчки;
– повреждение (прорубка, прорубание) материала иглой;
– жесткость швов.
Именно эти показатели определяют устойчивость всей конструкции одежды к различным деформирующим нагрузкам, направленным вдоль и поперек линий строчек.
К четвертой группе отнесены показатели, определяющие эксплуатационные свойства швов и строчек:
– выносливость, т. е. стойкость к многократным растяжениям;
– остаточные удлинения от многократных растяжений;
– стойкость к истиранию;
– стойкость к стирке, химчистке и другим воздействиям;
– распускаемость строчек;
– осыпаемость материала в шве.
Швейные изделия при эксплуатации претерпевают сложные деформации. Материал и соединения деталей швейных изделий в процессе эксплуатации испытывают сложные физико-механические (многократно повторяющиеся и направленные в разные стороны растяжение, сжатие, изгиб, истирание) и физико-химические воздействия (влага, тепло, свет, пот и пр.).
Для швов в бытовой одежде превалирующее значение имеют эстетические, деформационные, эксплуатационные, механические свойства.
Необходимо отметить, что в одном и том же изделии значимость показателей качества ниточных швов различна для разных швов. Для соединительных швов наиболее значимы прочность и растяжимость при действии однократных нагрузок, направленных перпендикулярно или вдоль линии строчки, а также распускаемость строчек (механические и эксплуатационные показатели качества). Для отделочных строчек и швов наиболее значимы деформационные и эстетические показатели.
Отклонение от установленных параметров швов должно быть не более:
– в особо ответственных швах (плечевых, втачивания рукавов, воротников, обтачивания пройм, горловины, бортов, лацканов и т. п.) – 1 мм;
– в менее ответственных швах (боковых, шаговых, швах рукавов, соединительных швах подкладки и т. д.) – 2 мм;
– в неответственных швах (стачивания частей обтачек, прокладки и т. д.) – 3 мм.


Дефекты технологии пошива проявляются при нарушении установленной ширины швов, кривых строчках, искривлении швов и краев изделия, несоответствии размеров и перекосов прокладок и подкладки, составляющих пакет одежды. Нарушения режимов влажно-тепловой обработки выявляются при выполнении неправильных приемов формообразования, не предусмотренных конструкцией растяжений и посадок, при искривлении швов и краев изделия.
Технологические дефекты подразделяются на четыре группы:
1. Дефекты стежков и строчек.
2. Дефекты швов.
3. Дефекты соединения.
4. Дефекты влажно-тепловой обработки.
Дефекты стежков и строчек. Качество изделия, его эксплуатационные и защитные свойства во многом зависят от частоты стежков в строчке, которая, в свою очередь, определяется свойствами материала, видом и конструкцией шва, числом строчек в шве.
К наиболее распространенным дефектам относятся:
1. Пропуск стежков в строчке – дефект, характеризуемый частичным отсутствием переплетения нитей, образующих строчку в швейном изделии.
2. Слабая (стянутая) строчка в изделии – дефект, характеризуемый недостаточным (излишним) натяжением нитей при образовании строчки в швейном изделии.
3. Нарушение целостности строчки в швейном изделии – дефект, характеризуемый частичным отсутствием стежка в строчке швейного изделия.
4. Редкая (частая) строчка в швейном изделии – дефект, характеризуемый несоответствием частоты стежков в строчке швейного изделия требованиям стандартов.
Дефекты швов. Ширина швов должна соответствовать требованиям стандартов, техническим описаниям и образцу-эталону и определяется расстоянием от среза до стачного или обметочного шва.
Наиболее распространены следующие дефекты швов:
1. Излишнее натяжение (слабина) детали швейного изделия – дефект, характеризуемый наличием сборок, складок в местах соединения деталей одежды, приводящих к образованию слабины, а также отгибанием его краев и углов при излишнем натяжении.
2. Изменение ширины шва в деталях швейного изделия – дефект в виде искривления ширины шва по всей длине в деталях изделия.
3. Неравномерное расстояние между строчками в стеганых деталях изделия – дефект, характеризуемый нарушением установленного шага простегивания деталей.


Швы в одежде выполняются ровными строчками, без пропуска стежков, с равномерным натяжением всех ниток строчки, достаточно эластичными, без прорубания материала в швах.
Концы строчек в швах закрепляют, длина обратной строчки должна быть равна 7–10 мм. При выполнении швов на машинах цепного стежка концы строчек закрепляют учащением стежков до 10 на 10 мм строчки, в концах швов оставляют цепочку переплетенных ниток длиной 7-10 мм, которую при дальнейшей обработке зарабатывают в швы.
Выполнение швов по замкнутым линиям, например при втачивании рукавов в проймы, завершается при заходе одной строчки на другую не менее чем на 15 мм.
Все срезы открытых швов в изделиях из осыпающихся тканей обметывают или окантовывают.
Дефекты соединения. Для соединения деталей одежды и обработки их срезов используют ниточные, клеевые, сварные, заклепочные или комбинированные швы. К ниточным швам относятся места обработки или соединения одного или нескольких слоев материала ниточными строчками. В клеевых швах материалы скрепляются клеем. В сварных швах используются термопластические свойства синтетических материалов. В заклепочных швах соединение деталей осуществляется с помощью заклепок или кнопок.
К наиболее распространенным дефектам относятся:
1. Прохождение клея через деталь швейного изделия – дефект, при котором клей выступает на лицевую сторону швейного изделия при дублировании его деталей.
2. Отслоение термоклеевого прокладочного материала от основного материала детали швейного изделия – дефект, характеризуемый вздутиями, пузырями на дублированных деталях швейного изделия после влажно-тепловой обработки.
3. Коробление дублированных деталей швейного изделия – дефект, характеризуемый волнообразной поверхностью деталей швейного изделия в результате дублирования разноусадочных основных и прокладочных материалов.
4. Продавливание сварного шва детали – дефект, характеризуемый уменьшением остаточной толщины сварного шва, более допустимой в детали швейного изделия.
5. Прожог сварного шва детали – дефект в виде проплавленных мест желтого цвета или дыры в сварном шве детали.
Дефекты влажно-тепловой обработки возникают в результате нарушения режимов влажно-тепловой обработки деталей одежды.
Наиболее известны следующие дефекты.
1. Ласы – дефект, характеризуемый блеском, оставшимся на изделии в результате нарушения режима влажно-тепловой обработки.
2. Пролегание швов – дефект, характеризуемый резким обозначением контуров швов на лицевой стороне изделия после влажно-тепловой обработки или дублирования.
Как правило, пока изделие не пострадало при обработке и не возникла конфликтная ситуация, мы мало внимания обращаем на производственные дефекты изделия (дефекты технологии пошива, дефекты материала, совместимость материалов в изделии и др.). Мы даже можем временно восстановить форму изделия, проведя операции по отпариванию и прессованию деталей изделия и разутюживанию швов («портной – гадит, утюг – гладит»). Однако умение видеть брак швов и строчек может стать одним из аргументов при переговорах с клиентом, который настаивает на «фирменном» происхождении вещи и его высокой стоимости.