Брошюровочно-переплетные операции
Шитье блоков проволокой втачку
Все существующие способы шитья проволокой делятся на три основных вида: 1) шитье проволокой втачку, 2) шитье внакидку, 3) шитье вразъем.
Каждый вид шитья проволокой характеризуется расположением скоб относительно корешка блока. Выбор того или иного вида обусловливается не только объемом блока и способом комплектовки, но и назначением издания.
Для скрепления блоков рекомендуется использовать «проволоку полиграфическую» (ГОСТ 7480—55), а также «проволоку стальную общего назначения». Диаметр проволоки выбирается в зависимости от вида шитья и объема издания.
Например, при поблочном скреплении проволокой изданий, скомплектованных вкладкой, рекомендуется применять проволоку диаметром от 0,5 до 0,7 мм, а при поблочном скреплении изданий, скомплектованных подъемкой, рекомендуется применять проволоку большего диаметра — от 0,6 до 0,8 мм.
При потетрадном скреплении блоков, скомплектованных подъемкой, применяют проволоку меньших диаметров — от 0,4 до 0,55 мм, так как в этом случае прошивается только одна тетрадь, а не блок.
Шитье втачку применяется только для брошюрных блоков, скомплектованных подъемкой, и относится к поблочному скреплению. Брошюрный блок прошивают проволочными скобами по корешковому полю тетрадей с отступом от края корешка не менее чем на 4 мм. Проволочные скобы прокалывают всю толщину блока, концы ножек скобы выходят на корешковое поле последней страницы блока и загибаются параллельно спинке скобы.
Разновидностью шитья втачку является шитье встречными скобами, при котором концы ножек скобы не загибают.
Шитье втачку с загибкой ножек скобы применяется для блоков объемом 160—165 стр. Блоки объемом более 165 стр., предназначенные для шитья втачку, следует сшивать встречными скобами (отрывные календари и т. п.). При шитье встречными скобами величина захода ножек скоб относительно друг друга должна быть не менее 5 мм, чтобы обеспечить прочное скрепление всех листов блока.
В зависимости от формата сшиваемой продукции количество скоб может быть различным.
Шитье втачку выполняют на проволокошвейных машинах различных марок, называемых «тачалками».
Основные размеры проволочных скоб, получаемых на тачалках, не зависят от объема сшиваемого блока и остаются постоянными: спинка скобы должна быть равна 14 мм, а величина загибки концов ножек скобы—6 мм. Меньшая величина загибки концов проволочных скоб не обеспечит прочного закрепления скобы на блоке. Следует отметить, что общая величина проволочной заготовки, из которой формируется скоба, может быть различной и зависит от объема блока.
Для определения расхода проволоки в метрах при шитье втачку необходимо учитывать все постоянные размеры скобы, объем блока, а также количество скоб.
Как видно из примера, шитье проволокой втачку требует значительного расхода дорогостоящего металла, что увеличивает стоимость продукции.
Кроме того, шитье втачку не обеспечивает высокого качества продукции, и блоки, сшитые втачку, имеют ряд недостатков:
- плохо раскрываются,
- в них нарушено соотношение полей,
- не обеспечена достаточная прочность скрепления крайних листов блока.
К перечисленным недостаткам следует добавить и общие недостатки, присущие шитью проволокой.
Таким образом, шитье втачку применяется редко, а для книжных изданий оно недопустимо.
Для шитья проволокой втачку применяют специальные проволокошвейные машины БШП-4 — одпоаппаратная, БШП-5 — двухаппаратная, которые выпускаются отечественными заводами.
Кроме перечисленных машин, имеются и другие модели, рассчитанные на шитье втачку картонажных изделий.
Шитье проволокой

Шитье проволокой — это способ скрепления с геометрическим замыканием. При скреплении посредством шитья проволокой проволочные скобы проталкиваются через листы блока, и на обратной стороне ножки скоб загибаются внутрь (рис.75).
Из-за качественных недостатков продуктов для читателя, сшитых проволокой, таких, как:
· опасность травм концами скоб;
· плохой эстетический вид скрепления,
этот способ на обычном переплетно-брошюровочном предприятии применять избегают. В таких его достоинствах, как:
· простой и надежный принцип действия;
· возможность прямой послепечатной обработки на поточных линиях;
· надежное скрепление тетрадей блока и
можно видеть причину, по которой способ обладает неограниченным приоритетом при изготовлении журналов, многостраничных рекламных брошюр и подобной продукции. Доминирующим способом проволокошвейное скрепление является при шитье брошюр, у которых используются две или больше скоб в корешковом сгибе. Загибание концов скоб внутрь — это обычный способ скрепления издания. Издания в разговорной речи называют брошюрой, сшитой внакидку.
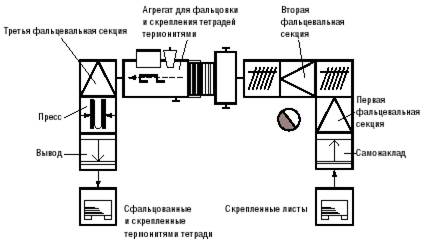
Рис. 72
Схема агрегатов для фальцовки и скрепления тет радей термонитями
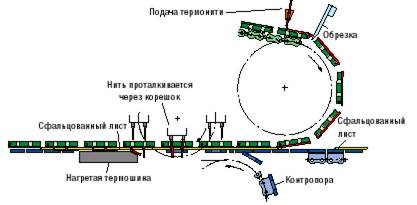
Рис. 73
Технология шитья термонитями

Рис. 74
Машина для скрепления тетрадей термонитями c фальцевальным аппаратом (Heidelberg)
Основная область использования шитья проволокой:

Рис. 75
Принцип шитья проволокой
· изготовление массовых журналов. При производстве массовых журналов используются так называемые вкладочно-швейные машины. Это — поточные линии, которые в своей основе состоят из вкладочной машины, проволокошвейного агрегата и модуля для трехсторонней подрезки. Для журналов с небольшим объемом полос применяются также проволокошвейные модули, интегрируемые в рулонные ротационные печатные машины;
· изготовление и отделка простой печатной продукции. Отделочный цех — это специальная область брошюровочно-переплетного предприятия. В нем производят исключительно простые изделия, такие, как рекламные листовки, брошюры, сшитые внакидку, брошюры, состоящие из отдельных листов, скрепленных между собой, и пр. Новейшая область производства — это обработка листов, отпечатанных на цифровых печатных системах. Здесь используются преимущественно поточные линии, которые состоят из цифровой печатной системы, вертикальной подборочной машины, проволокошвейного агрегата и резального устройства.
Проволокошвейные агрегаты, включенные во вкладочно-швейные машины. Рабочий орган для скрепления скобами во вкладочно-швейных машинах называется швейной головкой. Задачи швейной головки состоят в том, чтобы поступающую с катушки проволоку для шитья разрезать по длине скобы, сформировать скобу и проколоть ее через корешок. Под швейной головкой находится приспособление для загиба скоб, которое обеспечивает сгибание находящихся выше ножек скоб. Наряду со стандартными швейными головками, которые встроены вовкладочно-швейные машины различных производителей, существуют, в частности, головки специальных конструкций для высокопроизводительных машин. Во всех швейных головках скрепление скобами можно реализовать одинаковыми приемами (табл. 22).
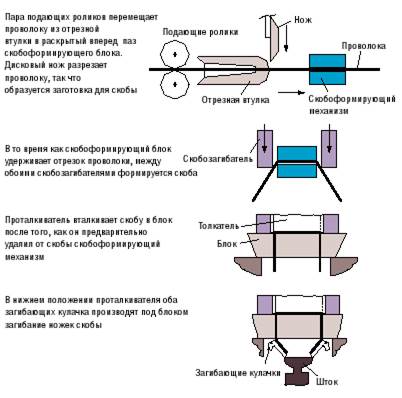
Таблица 22
Функции швейной головки в подборочно-швейных машинах
При прокалывании блока в проволочных ножках возникают напряжения изгиба, которые тем больше, чем тверже подлежащая обработке бумага и чем толще блок. В том случае, если выдерживаемое напряжение, которое зависит также от длины ножки, меньше, чем сопротивление тетради, скоба изгибается или надламывается перед загибом ножек. Этот дефект обработки устраняется применением более толстой или твердой проволоки. Проволока различается по форме (круглое, прямоугольное сечение) и по площади поперечного сечения. Дополнительной операцией швейных головок является формирование отверстий для вставки скоб.
Во время процесса шитья следует обращать внимание на то, чтобы не было никакого относительного движения между швейной головкой и блоком. При этом:
· подобранная вкладкой тетрадь останавливается подстанцией шитья;
· устанавливается перемещающаяся швейная систе ма (так называемые плавающие швейные головки) .
Проволокошвейные машины в отделочном цехе. В подразделениях, работающих по полному циклу изготовления печатной продукции, следует различать:
· аппараты и агрегаты для пооперационного производства. Устройства для шитья и тачалки (название в разговорной речи проволокошвейных машин) ис пользуются для малых и минимальных тиражей (и единичной продукции).Они имеют одну или две швейные головки и один швейный стол для бокового шитья проволокой. Швейные устройства обрабатывают предварительно сформованные скобы с различными длинами ножек и различными формами головок скоб (петли), которые в виде пакетов скоб вставляются в швейную головку. Швейные машины предлагаются с различной степенью технического оснащения;
· швейные модули для вкладочно-швейно-резальных линий. Послепечатная обработка четырехстраничных печатных листов шитьем тетрадей внакидку до 100 страниц на блок производится в отделочном подразделении на поточных линиях. При этом в противоположность обычному изготовлению подбираются несфальцованные листы. В одном швейно-фальцевальном агрегате выполняются шитье в корешковом поле двумя проволочными скобами и фальцовка блоков. После обжима фальца блок подвергается обрезке. Используются швейные головки, которые работают с проволокой, намотанной на катушки.
Изготовление книг
Виды шитья проволокой
Шитье проволокой, как указывалось ранее, не находит широкого применения для скрепления блоков.
Существующие способы шитья проволокой подразделяются на три основных вида: 1) шитье проволокой втачку; 2) шитье внакидку; 3) шитье вразъем.

Каждый вид шитья проволокой характеризуется определенным расположением скоб относительно корешка блока. Выбор того или иного вида зависит от объема блока, способа комплектовки и назначения издания.
Для скрепления блоков рекомендуется использовать проволоку полиграфическую. Диаметр проволоки выбирают в зависимости от вида шитья и объема издания.
9.1.1. Шитье блоков проволокой втачку
Шитье втачку применяется только для блоков, скомплектованных подборкой, и относится к поблочному скреплению. Блок прошивают проволочными скобами по корешковому полю тетрадей с отступом от края корешка не менее чем на 4 мм. Проволочные скобы прокалывают всю толщину блока, концы ножек скобы выходят на корешковое поле последней страницы блока, затем концы загибают параллельно спинке скобы (рис. 9.1, а, вверху). Разновидностью шитья втачку является шитье встречными скобами, при котором концы ножек скобы не загибают (рис. 9.1, а, внизу).
Шитье втачку с загибкой ножек скобы рекомендуется для блоков толщиной не более 15 мм. Блоки, имеющие толщину более 15 мм и предназначенные для шитья втачку, следует сшивать встречными скобами. Чтобы при шитье встречными скобами все листы блока были прочно скреплены, ножки скоб должны заходить одна относительно другой не менее, чем на 5 мм.
Встречными скобами сшивают чаще всего блоки отрывных календарей.
Как н при других вариантах шитья, при шитье втачку сечение проволоки выбирают в соответствии с толщиной прошиваемого блока. При массе 1 м2 используемой бумаги до 80 г диаметр проволоки определяют по табл. 9.1.
В зависимости от длины корешка сшиваемой продукции число скоб может быть различным (табл. 9.2).
Шитье втачку выполняется на проволокошвейных машинах различных марок.
Способы шитья проволокой. Факторы, влияющие на прочность скрепления блоков проволокой




![]()
![]()
Поблочные способы.При поблочном шитье проволокой книжный блок скрепляется за один рабочий цикл. Поблочное скрепление проволокой может быть осуществлено внакидку, втачку и вразъем. При шитье внакидку скобы располагаются непосредственно на линии сгиба тетрадей, вложенных одна в другую. При шитье втачку скобы размещаются параллельно корешковым сгибам тетрадей, на некотором расстоянии от них, а при шитье вразъем скобы находятся также на сгибе, однако их ножки загибаются не внутрь блока, а наружу. Основные достоинства поблочного скрепления проволочными скобами заключаются в независимости трудоемкости операции шитья от объема скрепляемых изданий, в небольшом расходе металла (в среднем две скобы на каждый блок) и в малых затратах рабочего времени на выполнение операции. Благодаря этому поблочное шитье проволокой в течение долгого времени являлось одним из основных способов скрепления той части книжно-журнальной продукции, которая предназначалась для малого и среднего срока службы.. Диаметр проволоки для шитья внакидку подбирается в зависимости от толщины блока и поверхностной плотности бумаги.
Проволока для скрепления блоков должна обладать достаточной жесткостью, чтобы обеспечивать быстрое и правильное прокалывание сшиваемых элементов конструкции. В то же время она должна иметь определенную пластичность, которая позволяла бы выполнять формирование ножек скоб и их загибку без разрушения и потери прочности.
Разновидностью шитья втачку является шитье встречными скобами, т. е. шитье блока проволокой с двух сторон без загибки ножек скоб. При таком варианте скрепления скобы удерживаются в толще блока только силами трения, что не обеспечивает высокопрочного скрепления продукции. Оно применяется только для изданий типа отрывных календарей, которые для предупреждения преждевременного рассыпания, проклеиваются по корешку и заключаются в П-образную металлическую обойму.
Потетрадное шитьепроволокой выполняется только шитьем вразъем на корешковом материале. При потетрадном шитье проволокой каждая тетрадь блока прошивается проволочными скобами через фальц и прикрепляется к общему корешковому материалу путем загибки ножек скоб поверх этого материала. Потетрадное шитье проволокой позволяет формировать блоки практически любого объема при достаточно хороших показателях раскрываемости и удобочитаемости, что является одним из важных его преимуществ. Книжные блоки, сшитые проволокой вразъем на марле, получаются неравномерно плотными — с низкой плотностью шитья. Их корешковая часть быстро теряет свою форму, а с течением времени такие блоки начинают быстро разрушаться, причем из них выпадают не только двойные листки, но и целые тетради. шитье блоков проволокой вразъем на марле в настоящее время применяется очень редко
Факторы, влияющие на прочность скрепления блоков проволокой.Прочность скрепления блоков проволокой, измеряемая силой отрыва от блока листа или обложки, зависит в основном от прочности бумаги на разрыв в направлении действия силы, от числа скоб и коэффициента спрессованности блока в момент шитья. Прочность бумаги на разрыв и число скоб. Чем больше прочность бумаги на разрыв и суммарная длина спинок или ножек проволочных скоб, удерживающих бумагу при отрыве от блока, тем выше прочность швейного скрепления. Коэффициент спрессованности блока при шитье. С повышением коэффициента спрессованности блока Кс в момент шитья прочность швейного скрепления сначала возрастает, достигает максимального значения при Кс, близких к единице, после чего понижается.
Поблочные способы. —книжный блок скрепляется за один рабочий цикл. Поблочное скрепление проволокой может быть осуществлено:
· внакидку,(скобы располагаются на линии сгиба тетрадей, вложенных одна в другую)
· втачку ( скобы размещаются параллельно корешковым сгибам тетрадей, на некотором расстоянии от них)

· вразъем. (скобы находятся также на сгибе, однако их ножки загибаются не внутрь блока, а наружу)
Основные достоинства поблочного скрепления проволочными скобами заключаются в независимости трудоемкости операции шитья от объема скрепляемых изданий, в небольшом расходе металла (в среднем две скобы на каждый блок) и в малых затратах рабочего времени на выполнение операции.
Шитье внакидкусостоит в том, что скомплектованный вкладкой блок с наброшенной сверху обложкой раскрывается посередине и накидывается на седло проволокошвейной машины обложкой вверх. Прошивается блок по корешковому сгибу, а ножки скоб загибаются внутрь блока. Диаметр проволоки для шитья внакидку подбирается в зависимости от толщины блока и поверхностной плотности бумаги.
Проволока для скрепления блоков должна обладать достаточной жесткостью, чтобы обеспечивать быстрое и правильное прокалывание сшиваемых элементов конструкции В то же время она должна иметь определенную пластичность, которая позволяла бы выполнять формирование ножек скоб и их загибку без разрушения и потери прочности
Шитье вразъемпри комплектовке блоков вкладкой, технологически сходное с шитьем внакидку, из-за неудобства фиксации раскрытого блока в нужном положении в момент прошивки применяется относительно редко — только для скрепления малообъемных изданий в переплетных крышках, выпускаемых малыми тиражами для дошкольников
Шитье втачкуприменяется для скрепления изданий, скомплектованных подборкой. Этот вид скрепления достаточно прост и экономичен но ухудшается раскрываемость изданий и требуется увеличение корешкового поля на 1/2 кв. с одновременным уменьшением формата набора полос на 1/4 кв. По этим причинам шитье втачку не применяется для скрепления блоков изданий в переплете и используется только для выпуска изданий среднего объема в обложке, а также для некоторых крупноформатных альбомов (до 160 с.), не требующих обработки корешковой части блока. Шитье втачку малотиражных изданий проводится на тех же проволокошвейных машинах — тачалках, что и шитье внакидку. Технологический принцип при этом остается тот же, но размещение блока перед скреплением изменяется: стопа подобранных тетрадей укладывается к упору плоского стола, находящегося в горизонтальном положении.