- Шитье термонитями швейно клеевое скрепление
- Скрепление термонитями
- Швейно-клеевое скрепление (шитье термонитями). Технология. Область применения. Достоинство и недостатки.
- Московский государственный университет печати
- Курс лекций по технологии послепечатных процессов
- Учебное пособие для студентов, обучающихся по направлению 261700.62 — Технология полиграфического и упаковочного производства
Шитье термонитями швейно клеевое скрепление
Шитье термонитями — технология, позволяющая прочно скрепить листы в тетрадях. Для шитья используется особая нить, включающая плавящуюся при нагреве составляющую. По месту будущего фальца тетради прошиваются несколькими нитяными
Побразными скобами, концы которых привариваются нагретой планкой к бумаге. После этого на фальцевальной воронке формируется последний фальц тетради. Подобранные комплекты сшитых термонитями тетрадей скрепляются в блок клеевым способом (фальцы не удаляются).
Основные достоинства шитья термонитями:
ü высокая прочность скрепления, сравнимая с традиционным шитьем нитками;
ü хорошая раскрываемость книг;
ü высокая скорость шитья, что позволяет агрегировать оборудование для скрепления термонитями с фальцевальными машинами.
К сожалению, оборудование для шитья термонитями стоит довольно дорого и выпускается только одной фирмой — производителем полиграфических машин.
Обработка блоков
Процесс обработки скрепленных блоков может включать следующие операции:
ü заклейка и сушка корешка;
ü обжим корешка;
ü трехсторонняя обрезка блока;
ü закраска обрезов;
ü кругление корешка;
ü отгибка фальцев или краев;
ü приклейка корешкового материала;
ü приклейка ленточкизакладки;
ü приклейка капталов;
ü приклейка бумажной полоски.
Обязательными операциями для блоков, скрепленных нитками, являются заклейка, сушка и обжим корешка, а также трехсторонняя обрезка, остальные же операции выполняются в случае предъявления соответствующих требований к оформлению и долговечности книги. Для блоков, скрепленных клеевым способом, обязательна только трехсторонняя обрезка.
Обжим скрепленных швейным способом блоков перед заклейкой корешка выполняется с целью их калибровки по толщине. Кроме того, в процессе обжима происходит сжатие отверстий, проделанных в фальцах швейными инструментами, что предотвращает проникновение через них клея внутрь блока. Для достижения лучшей спресованности блоков в блокообрабатывающих агрегатах обжим выполняется многократно. После обжима выполняется заклейка корешка, в результате которой корешки тетрадей дополнительно скрепляются клеевой пленкой, которая придает корешку блока монолитность и прочность.
При трехсторонней обрезке блоков срезаются все фальцы, кроме корешковых, и блок приобретает окончательные геометрические размеры. Обрезка выполняется в один прием на трехножевой резальной машине или в три приема на одноножевой резальной машине. Во втором случае вначале обрезается нижний край блока, затем — головка и только после этого — передний край. При обрезке нижнего и верхнего краев блок следует укладывать так, чтобы нож вначале врезался в корешок, поскольку при этом минимизируется риск вырывания части корешка.
Закраска обрезов — операция, улучшающая внешний вид книги, — выполняется на автоматических машинах или вручную. Также существует автоматическое и полуавтоматическое оборудование для металлизации (как правило, золочения) обрезов полиграфической фольгой. В таких машинах поверхность обреза предварительно шлифуется и покрывается грунтовым лаком.
Кругление корешка — придание корешку книжного блока и его переднему обрезу округлой формы — выполняется для выравнивания блока по толщине и улучшения раскрываемости книги. В полуавтоматических машинах кругление выполняется сталкиванием в профильную колодку, в автоматических блокообрабатывающих линиях часто применяется прокатка в валиках.
Отгибка фальцев (краев) корешка блока — придание корешку грибообразной формы — способствует повышению прочности блока и прочности скрепления блока с переплетной крышкой, поскольку отогнутые фальцы создают опоры для сторонок крышки. Отгибка фальцев, как правило, выполняется с помощью профильной колодки или профильного валика.
Приклейка к корешку ленточки закладки, корешкового материала, капталов и бумажной полоски завершает обработку блока перед его вставкой в переплетную крышку. Корешковый материал и бумажная полоска служат для упрочнения блока.
В случае если блок скреплялся нитками с пришиванием полиграфической марли (переплетными стежками), приклейка дополнительной полоски корешкового материала может не выполняться.
Каптал — хлопчатобумажная, полушелковая или шелковая лента шириной до 10 мм с утолщенным краем. Каптал наклеивается на верхний и нижний края блока, чтобы дополнительно скрепить их и прикрыть зазор между корешком блока и корешком переплетной крышки.
Обработка блоков может выполняться вручную, на операционном оборудовании или на автоматических блокообрабатывающих линиях. В условиях мелкотиражного производства рациональным выбором представляется использование полуавтоматического оборудования в сочетании с ручным трудом при выполнении некоторых редких операций (например, в случае необходимости приклейки закладки).
Скрепление термонитями

Клеевое скрепление является экономичным, но качественно нестабильным способом. Ниткошвейное скрепление ведет к отличному качеству, но для многих продуктов оно слишком дорого. В качестве компромисса создано скрепление термонитями — способ, который является более рациональным, чем шитье нитками, и в то же время более надежным и удобным для использования, чем клеевое скрепление. Эффект достигается за счет временного и пространственного разделения путем:
· соединения сфальцованных тетрадей между собой геометрическим замыканием текстильными нитями во время фальцовки;
· скрепления сфальцованных тетрадей в блок посредством клеевого скрепления с окантовкой после подборки.
На рис. 71 наглядно представлен этот способ.
Таблица 21
Пригодность печатных бумаг для бесшвейного (клеевого) скрепления
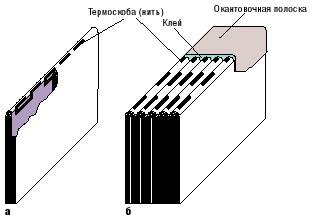
Рис. 71
Продукт, сшитый термонитями:
а сшитая термонитями тетрадь;
б книжный блок из сшитых термонитями сфальцованных тетрадей
Во время фальцовки смешанная текстильная нить из хлопка и полипропилена вставляется в фальц корешкового поля и с помощью нагретого сварочного инструмента приваривается под действием тепла к корешку блока. Длина скоб составляет 12 мм, расстояние между скобами — по 38 мм.
Так как сварочный агрегат интегрируется в фальцевальную машину, изготовление тетради, скрепленной термонитями, выполняется без дополнительных затрат ручного труда.
Скрепление подобранных тетрадей, скрепленных термонитями, в блок производится в машинах бесшвейного скрепления. Обработка корешка при этом отключается. При окантовке блока приваренные скобы покрываются клеем, благодаря чему «внутреннее» скрепление листов получает окончательную потребительскую прочность. Прочность скрепления блока обеспечивается тем, что клей наносится ни всю поверхность корешка.
Фальцовка и скрепление термонитями тетрадей выполняется в специальных агрегатах. Схема такой машины представлена на рис. 72.
Прежде всего скрепляемые листы фальцуются в первой и второй фальцевальных секциях. При этом имеется свободный выбор схемы фальцовки. На рис. 72 показана возможность перпендикулярной фальцовки посредством установки фальцевальных секций одна к другой.
В аппарате для скрепления термонитями, который размещен перед последним сгибом, выполняется прокалывание и скрепление термоскобами. Для последнего сгиба устанавливается отдельный ножевой фальцевальный аппарат или специальная фальцевальная воронка. Целесообразно заключительное прессование корешкового сгиба. рис. 73 показывает применяющуюся в настоящее время технологию скрепления термонитями.
Термонить разматывается, зажимается, разрезается и проводится по линии скрепления. Происходит изготовление скоб посредством охватывающих парвилочных игл, которые проталкивают концы нитей через корешковое поле. Термосварка свободно расположенных концов скоб осуществляется с помощью неподвижной нагретой термошины при температуре от 250 до 350 °С. Способ позволяет изготавливать даже 32-страничные сфальцованные и скрепленные термонитями тетради. рис. 74 показывает обычное построение машин для фальцовки и скрепления тетрадей термонитями.
Дата добавления: 2015-02-05 ; просмотров: 1186 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Швейно-клеевое скрепление (шитье термонитями). Технология. Область применения. Достоинство и недостатки.
Швейно-клеевой способ скрепления книжных блоков был разработан в Германии в 70-х годах. По данной технологии скрепление книжных блоков осуществляется в два этапа: сначала листы тетрадей скрепляются нитяными скобами в процессе фальцовки тетрадей, после чего в процессе обработки скомплектованного блока прошитые тетради скрепляются клеем и окантовываются каким-либо корешковым материалом.
Для шитья тетрадей используются комплексные двухкомпонентные (например, вискозно-полипропиленовые) нити, одна из которых в процессе шитья служит своеобразным термоклеем. В процессе шитья швейный аппарат формирует нитяную скобу, прокалывает тонкими иглами два отверстия в корешковом поле раскрытой тетради и проталкивает в них ножки нитяной скобы. Загибка и прикрепление ножек производятся нагретыми примерно до 250°С инструментами, которые под плавляют плавкую составляющую термонити и прижимают ножки скобы к наружной стороне тетради. Закрепление ножек скоб на бумаге происходит за счет естественного охлаждения расплава при движении полуфабриката на операцию последнего корешкового сгиба.
Клеевое скрепление тетрадей и последующие операции (окантовка и высочастотный нагрев корешковой зоны) производятся на специализированных полуавтоматах. Швейно-клеевое скрепление блоков позволяет получать весьма высокие прочность и долговечность книжных изданий в переплетной крышке, которые по этим важнейшим показателям качества весьма близки к изданиям, скрепленным потетрадно нитками.
К достоинствам данного способа скрепления блоков следует отнести и то, что он с одинаковым успехом может применяться как в крупносерийном, так и в мелкосерийном производстве книжных изданий в переплетной крышке.
Факторы, влияющие на прочность и долговечность швейно-клеевого скрепления блоков. Прочность и долговечность швейно-клеевого скрепления блоков зависит от прочности термонитей, прочности приварки ножек нитяных скоб, клеевого скрепления ножек скоб и тетрадей блока между собой, вида и прочности окантовочного материала.
С увеличением температуры нагревательных инструментов прочность приварки ножек термонитей возрастает, достигает максимального 250-265°С, после чего понижается. У некоторых видов бумаги прочность приварки ножек нитяных скоб быстро уменьшается сразу же по достижении максимума прочности или остается постоянной вплоть до температуры 280°С.
В процессе заклейки, окантовки и сушки корешка блока прочность швейно-клеевого скрепления повышается примерно в 1,6-2 раза и достигает в среднем 10-11 Н (1,0-1,1 кгс).
Московский государственный университет печати

Курс лекций по технологии послепечатных процессов
Учебное пособие для студентов, обучающихся по направлению 261700.62 — Технология полиграфического и упаковочного производства
| И.О. Горшкова, И.К. Корнилов Курс лекций по технологии послепечатных процессов | ||||||||||||||||||||||||||||||||
| Начало | ||||||||||||||||||||||||||||||||
| Об электронном издании | ||||||||||||||||||||||||||||||||
| Оглавление | ||||||||||||||||||||||||||||||||
| В результате изучения Главы 4 студент должен: — механические способы скрепления изданий; — схему технологического процесса изготовления книжного издания в переплетной крышке (вид скрепления — шитье термонитями); — способы шитья проволокой; — способы шитья нитками и отличительные признаки стежков; — схему технологического процесса изготовления книжного издания в обложке (вид скрепления — потетрадное шитье нитками); — варианты клеевого бесшвейного скрепления; — схему технологического процесса изготовления книжного издания в переплетной крышке (вид скрепления — КБС); — схему технологического процесса изготовления издания в обложке (вид скрепления — КБС); — выбирать способ скрепления издания; — выбирать тип обложки; — оценивать качество скрепления издания; — оценивать качество обработки корешка при КБС. Применяется в производстве беловых товаров, календарей и некоторых видов книжных изданий, например, каталогов, когда можно удалять отдельные листы и заменять их другими. Широкое распространение получило скрепление спиралями и гребенками. Преимущества: полная раскрываемость страниц на 360°, отсутствие ограничений по формату, применение материалов, которые при скреплении другими способами не обеспечивают необходимой прочности, возможность замены листов. К недостаткам способов следует отнести более низкую производительность, затруднение при размещении книг на полках из-за утолщения корешковой части. Технология изготовления состоит из комплектовки блоков из отдельных листов, перфорации (высечки) отверстий, вставки спиралей, гребней. Перфорирование путем высечки может производиться как до, так и после подборки. Наиболее часто используют перфорацию скомплектованных блоков. При увеличении толщины блоков высечка производится по частям небольшими пачками толщиной до 3,5 мм. Высечка может осуществляться на ручных высекательных машинах (400-800 высечек в час), полуавтоматических (600-1000 высечек в час), автоматических (110 циклов в минуту). Высечка и ввод соединительных элементов производятся отдельно, но могут выполняться последовательно на одной машине (комбинированные машины). При скреплении спиралью пружина из проволоки или пластмассы с последовательными витками вводится в отверстия, высеченные параллельно кромке листа, концы спирали загибаются, чтобы избежать выкручивания ( рис. 20 Пластмассовый гребень представляет собой соединенные друг с другом сплошной задней спинкой эластичные пластмассовые зубцы, скрепляющие листы блока по линии отверстий параллельно кромке листа ( рис. 21 Толщина блоков для скрепления пластмассовыми гребнями до 45 мм. Скрепление проволочным гребнем. Элемент скрепления состоит из бесконечной проволоки. Петли в виде колец вводятся в высеченные отверстия и замыкаются, замена листов в этом случае невозможна ( рис. 22 Толщина блоков для скрепления спиралью не должна превышать 20 мм. К механическим способам относится также и скрепление обоймами и замками, применяемое в производстве пластмассовых и картонных папок для хранения архивных документов. Также применяются неразъемные скрепления — винты и заклепки — в производстве альбомов для фотографий и марок. Пользуется большой популярностью за рубежом. Машины для шитья термонитями работают в линию с любым фальцевальным оборудованием. Шитье термонитками — это способ скрепления, который выполняется в два этапа. На первом этапе вдоль корешкового фальца тетрадей производится втыкание скоб из специальных термониток, обладающих термопластичными свойствами, концы этих скоб загибаются на корешке и под давлением и воздействием тепла производится приварка к бумаге ( рис. 23 Далее проводится операция комплектовки блока с промазкой корешка клеем, затем выполняется окантовка корешка (если издание в переплетной крышке), если это брошюра — крытье блока обложкой. Преимущество шитья термонитями: 1. Качество и прочность во много раз превосходит КБС (лучшая раскрываемость). 2. Себестоимость продукции гораздо ниже, чем при шитье текстильными нитками. Схема технологического процесса изготовления книжного издания в переплетной крышке (вид скрепления — шитье термонитями) Клей ПВАД, а не термоклей, так как ПВАД проникает глубже в блок. Сущность шитья проволокой заключается в отрезании от бобины проволоки заготовки, загибки под углом 90° ножек скобы и проталкивания этих ножек под давлением через листы бумаги. Шитье проволокой может быть поблочным и потетрадным ( рис. 24 Поблочные способы скрепления проволокой и формы скоб представлены на рис. 25 Технологический процесс шитья проволокой внакидку заключается в комплектовке блока вкладкой и прошивания его вместе с обложкой скобой с загибкой ножек скобы внутри блока. Число скоб зависит от формата: для малых — 1 скоба, средних — 2 скобы, больших форматов — до 3 скоб. Форма скобы может быть стандартной или кольцевой. Выполняют либо на проволоко-швейных машинах-тачалках, либо во ВШРА. ВШРА в автоматическом режиме производит: 1) комплектовку издания; 2) шитье проволокой; 3) обрезку с трех сторон. Подбор тетрадей осуществляется самонакладами. Подача идет с нижней тетради стапеля самонаклада, поэтому оператор может докладывать стопы на самонакладах, не прерывая работу машины. Подбираемые тетради размещаются на транспортере и на них накидываются следующие. Перед накидыванием на брошюру обложка бигуется дисковым ножом и фальцуется. Перед прошивкой датчики контролируют толщину брошюры. Перед резальной секцией устанавливается секция, выбрасывающая в отдельный лоток бракованную продукцию (недоукомплектованные экземпляры, сигнал о которых подается от датчиков на самонакладах и транспортере). Затем продукция выводится на приемный транспортер или на автоматический укладчик. Большой популярностью пользуется способ шитья «двойниками», когда тетрадь включает элементы двух комплектов. В этом случае устанавливаются четыре проволокошвейные головки вместо двух. В секции трехсторонней обрезки подключаются дополнительно еще два ножа, которые разрезают двойник пополам. На ВШРА могут включаться такие дополнительные операции, как, пробивка отверстий в готовой брошюре, вклейку дополнительных элементов на стадии подборки тетрадей. Поблочное шитье проволокой вразъем. Применяется для блоков, скомплектованных вкаладкой, для скрепления малообъемных изданий в переплетных крышках, выпускаемых малыми тиражами, шьются на марле. Спинки скоб располагаются в середине блока, а ножки загибаются на корешке. В нашей стране встречается редко. Шитье втачку. Этим способом сшиваются издания, скомплектованные подборкой и имеющих толщину не более 12-14 мм. При шитье втачку проволочные скобы прошивают все листы брошюры (без обложки), спинки скоб располагаются на первой странице блока на расстоянии 3-5 мм от корешка, а ножки загибаются на последней странице блока. Шитье втачку имеет недостаток — плохая раскрываемость брошюры и перелистывание страниц, поэтому применяется сравнительно редко. Разновидностью шитья втачку является шитье встречными скобами, т.е. с двух сторон без загибки ножек скоб, применяется для отрывных календарей. Шитье втачку осуществляется на том же оборудовании, что и шитье внакидку. Потетрадное шитье блоков проволокой вразъем представляет собой последовательное прикрепление тетрадей скобами вразъем через корешковые фальцы к корешковому материалу ( рис. 26 1. Прочность бумаги на разрыв. Чем выше прочность бумаги, тем выше прочность скрепления. 2. Число скоб. Чем больше скоб, тем выше прочность скрепления. 3. Коэффициент спрессованности блока. При повышении коэффициента спрессованности блока В зависимости от способа скрепления изменяется и технология вставки в обложку. Тип 1. Обложка для крытья внакидку. Обложка прошивается вместе с блоком проволокой. Применяется при толщине блока до 5 мм. Предназначена для журналов, брошюр. Тип 2. Обложка для обыкновенного крытья. Обложка приклеивается к блоку только по корешку. Для изданий, у которых толщина больше 14 мм, при потетрадном скреплении нитками и КБС. Тип 3. Обложка для крытья вроспуск. Обложка приклеивается и к корешку блока, и к передней и задней корешковой части (5-7 мм) страниц блока. Для изданий толщиной меньше 14 мм. В случае, если ширина склейки обложки с корешком блока мала (ненадежное скрепление) или нужно закрыть видимые проволочные скобы. Тип 4. Обложка составная с окантовкой корешка. Обложка состоит из двух сторонок, блок окантовывается по корешку переплетной тканью при любой толщине. Используется для научно-популярных изданий, изданий для детей дошкольного возраста, альбомы, амбарные книги. Биговка — это нанесение продольных штрихов в местах раскрывания обложки. Эта операция необходима для облегчения вставки и крытья блоков обложкой, для лучшего раскрывания. В последнее время все популярнее становятся брошюры с предварительно сфальцованной 8-страничной обложкой, на клапанах которой размещается много дополнительной информации. Выпуск таких изданий проводится в два этапа. Сначала блок обрезают по переднему полю, потом к блоку приклеивают предварительно сфальцованную обложку и обрезают по головке и хвосту, но может и в один этап, выпускает новую (резальная машина Frontero фирмы Мюллер Мартини). На рис. 28 Два вида скрепления — поблочное и потетрадное ( рис. 29 Одновременно сшиваются все листы блока издания. Применяется для изданий, скомплектованных вкладкой и подборкой. Если блок скомплектован вкладкой — применяется шитье нитками внакидку, а при комплектовке подборкой — втачку. Осуществляется на специальных швейных машинах (например, фирмы «Зингер», фирмы «Мак- Кейн»), Для шитья нитками внакидку блок комплектуется вкладкой, поэтому объем блока до 80 страниц (5 мм). При скреплении узловязальным шитьем в корешковом фальце выполняются три прокола, в которые вводится нить, образуя нитяные скобы, концы нитей завязываются узлом. Недостатком является неплотное шитье и возможность развязывания нитяного узла, неряшливый вид из-за наличия в разъеме тетради узла. Схематичное формирование нитяного узла представлено на рис. 30 Способ в европейских странах используется для скрепления школьных и общих тетрадей. В нашей стране не нашел применения. При шитье нитками челночным швом блок, скомплектованный вкладкой, прошивается в прострочку по корешковому фальцу. При использовании двух бобин ниток шитье называют челночным, а при использовании одной — цепочечным . Поблочное шитье нитками применяется для малообъемных детских изданий. Существуют поточные линии, включающие оборудование для комплектовки блоков вкладкой, специализированную швейную высокоскоростную машину фирмы «Зингер», машину для обрезки блоков с трех сторон и оборудование для вставки блоков в переплетные крышки. Схема технологического процесса изготовления книг с использованием поблочного шитья нитками внакидку цепочечным швом В приведенной технологии используется «свой» форзац. Подобная поточная линия была установлена в типографии «Детская книга» г. Москва, изготовитель — фирма «Мак-Кейн», США. Поблочное шитье нитками втачку не находит у нас широкого применения, но за рубежом распространено. Для этого используется тонкая бумага и прочные синтетические нити. При потетрадном шитье прошивается каждая тетрадь через фальц с последующим скреплением этой тетради с остальными тетрадями, входящими в блок. Для шитья применяются четыре вида стежков: Простой брошюрный, простой переплетный, переставной брошюрный, переставной переплетный ( рис. 31 ОТЛИЧИТЕЛЬНЫЕ ПРИЗНАКИ СТЕЖКОВ 1) у простых стежков нити стежков внутри тетрадей расположены друг под другом во всех тетрадях сшитого блока; 2) у переставных стежков нити стежков внутри смежных тетрадей смещены один относительно другого; 3) однониточные перемычки брошюрных стежков образуют прямые линии, расположенные поперек корешка; 4) однониточные перемычки у переплетных стежков образуют зигзагообразные линии; 5) для всех стежков, кроме простого брошюрного, характерно наличие пустых без нитей отверстий (проколов) в фальцах тетрадей. При шитье простыми стежками происходит значительное утолщение корешков блоков, но такой стежок обеспечивает большую плотность шитья, особенно простой брошюрный , поэтому он применяется для шитья изданий большого объема. Переставной брошюрный не рекомендуется применять для изданий в переплетной крышке из-за малой плотности шитья. Простой переплетный рекомендуется для шитья на марле блоков, отпечатанных на бумаге поверхностной плотностью 100 г/м и более. Переставной переплетный также рекомендуется для шитья на марле для изданий среднего и большого формата. Потетрадное шитье нитками осуществляется на ниткошвейных полуавтоматах и автоматах. В процессе шитья каждого блока на ниткошвейном оборудовании выполняются следующие операции: — раскрывание тетради посередине и транспортировка к швейному аппарату; — прошивание тетради через фальц с присоединением к ранее сшитой части блока; — проталкивание тетради на приемный стол; -склеивание крайних пар тетрадей по корешковому полю (склейка необходима для предотвращения распускания стежка при разъединении блоков на приемном столе машины); — образование холостого стежка (для последующего разделения нитей между блоками); — разрезка нитей между блоками. Прочность потетрадного шитья характеризуется двумя показателями (усилием вырыва внутренних листов тетради и усилием вырыва целой тетради из блока): а) с увеличением прочности бумаги растет и прочность потетрадного шитья; б) если последний фальц выполняется в направлении движения бумаги, то достигается более высокое качество фальцовки и готовой книги. В этом случае бумага должна обладать высокой прочностью на разрыв в поперечном направлении, так как при пользовании книгой на листы оказывается большая нагрузка в этом направлении; в) при вырыве целой тетради с увеличением объема усилие вырыва повышается; г) прочность ниток должна быть больше прочности бумажного листа. Наибольшую прочность и эластичность имеют синтетические нити; д) зависимость прочности от количества стежков — линейная, с увеличением количества стежков прочность возрастает. Схема технологического процесса изготовления книжного издания в обложке (вид скрепления — потетрадное шитье нитками) КБС находит широкое применение в изготовлении полиграфической продукции, так как такой способ прост и экономичен. — со срезкой корешковых фальцев — без срезки корешковых фальцев — с частичным разрушением корешковых фальцев 1. Способ без роспуска листов при нанесении клея нашел наибольшее применение. Сущность способа заключается в полной срезке корешковых фальцев фрезой, дополнительном разрыхлении поверхности корешка (торшонировании) для увеличения площади склейки и однократном или двукратном нанесении клея. В качестве клеев используются поливинилацетатная дисперсия ПВАД, термопластичные — термоклеи; термореактивные — полиуретановые клеи. ПВАД может наноситься одно- или двукратно. При двукратном нанесении используются машины с двумя клеевыми аппаратами: в первом наносится маловязкая ПВАД и после промежуточной ИК-сушки — высоковязкая ПВАД во втором клеевом аппарате. Термоклеи и полиуретановые клеи наносятся однократно, но каждый из них требует специального клеевого аппарата, поэтому машины КБС могут снабжаться сменными клеевыми аппаратами для разных видов клеев. Для повышения прочности клеевого скрепления корешок книжного блока окантовывается бумагой или окантовочным материалом (коленкор, микрокрепированная бумага, клееный нетканый материал). Если корешок не окантовывается, блок вставляется в обложку, если окантовывается — в переплетную крышку. Для данного способа скрепления применяется различное оборудование, на котором выполняются следующие операции: 1) фрезерование и торшонирование корешка ( рис. 32 Срезка корешковых фальцев может производиться фрезами двух видов: «пылевая» и «беспылевая». При срезке фальцев так называемой пылевой фрезой бумага мелко измельчается и срез получается с большой шероховатостью, что обусловлено большими углами зубьев фрезы ( рис. 33, а «Беспылевая» фреза ( рис. 33, б Схема технологического процесса изготовления книжного издания в переплетной крышке (вид скрепления КБС) Схема технологического процесса изготовления издания в обложке 2. Способ с роспуском листов при заклейке корешка осуществляется путем нанесения клея с помощью конических валиков, вызывающих смещение листов друг относительно друга на величину склейки. Клей как бы затекает между листами бумаги, что увеличивает площадь склейки и, как следствие, прочность. Используется в настольных машинах Fastbind и в ряде оборудования фирмы Sigloch. 3. С дополнительным армированием корешка. Этот способ предусматривает введение нитей в поперечные пропилы корешка блока и наклейку на корешок марли, которая вдавливается в пропилы. Этот способ может применяться при ручной реставрации книг. а) тетради предварительно скрепляются в корешке термонитями при фальцовке, комплектуются в блок, проклеиваются по корешку и окантовываются корешковым материалом; б) этот способ предусматривает нанесение полосок жидкого холодного клея в местах будущих корешковых сгибов при фальцовке, когда фальцаппараты оснащены системой струйных клеевых аппаратов. а) с перфорацией корешковых сгибов тетрадей в фальцевальных машинах ( рис. 34, а б) выфрезеровыванием нескольких малых зон или фрезерованием средней части корешка ( рис. 34, б Полученная выемка заполняется клеем и упрочняющим материалом. Может применяться только для 8- и 16-страничных тетрадей, для 32-страничных требуется слишком большая глубина фрезерования, при этом ухудшается раскрываемость издания. 1. Соблюдение технологии КБС. Если соблюдать технологию КБС — можно добиться хороших результатов. При КБС особые требования предъявляются к клеевой пленке, которая должна выдерживать физические нагрузки на излом и быть эластичной. Этим требованиям соответствуют два клея — термоклей и ПВАД. Термоклей более популярен благодаря скорости «схватывания». При быстром застывании он дает прочную эластичную пленку, способную выдерживать серьезные нагрузки. Это свойство обусловлено его химическим составом, наличием свободных радикалов, взаимодействующих с молекулами пластификатора, благодаря чему и появляется надежное скрепление на межмолекулярном уровне, способное удерживать связь и при проникновении в поры склеиваемой поверхности. ПВАД более ограничена в возможностях. Во-первых, эмульсия ПВАД должна быть строго определенной вязкости для того, чтобы клеевая пленка обладала всеми необходимыми для склеивания свойствами. Во-вторых, ПВАД разбавляется водой, избыток которой в эмульсии также нежелателен, как и недостаток. При недостатке влаги пленка, образуемая на поверхности склеиваемых материалов, превращается в плотный, но ломкий слой, который через короткое время растрескивается даже при незначительных нагрузках. Избыток влаги, проникая в бумагу, дает «покоробленный» край, в результате издание имеет непрезентабельный вид. Еще один недостаток при работе с ПВАД — расслаивание эмульсии. Это происходит при длительном хранении клея, вышедшем сроке годности, неправильном соотношении в нем компонентов, одним из которых является дибутилфталат. Хороший эффект дает применение ПВАД в сочетании с шитьем блока нитками. Однако при поточном производстве значительное время требуется для высыхания клея на корешке, чего почти полностью лишен процесс склеивания с помощью термоклея. На блокообрабатывающем агрегате необходимо следить за своевременной заточкой фрезы и качеством обработки корешка, поскольку в зависимости от используемых бумаг глубина засечек и расстояние между ними меняются. Для прочности склеивания тяжело склеиваемых видов бумаги подходит режим обработки корешка засечками глубиной 0,5-1,5 мм с шагом 5-10 мм. Необходимо контролировать температуру разогрева клея. При длительных остановках надо следить за тем, чтобы температура была снижена на 30-40°С во избежание перенакаливания клея, его коксования, снижающих его клеящую способность. По той же самой причине не рекомендуется расплавлять больше клея, чем это необходимо для использования в течение одного рабочего дня. Клеевую ванну и бак разогрева периодически очищают специальными средствами. Для удаления и очистки затвердевших и слипшихся остатков термоклея с поверхностей машин, аппаратуры и приспособлений также используют специальное средство. 2. Качество обработки корешка (характеризуется величиной макронеровностей). — величины выхода корешка из зажима. Максимально допустимая величина макронеровностей 0,4 мм. При первом фрезеровании, когда необходимо срезать от 3,5 до 5 мм корешкового поля, величина макронеровностей бывает больше допустимой, поэтому при втором фрезеровании величина выхода корешка из зажима не должна превышать 1,5 мм; — величины зазора между зажимами и зубцами фрезы. Должна быть минимальной; — скорости подачи блока на фрезу. Чем больше скорость, тем хуже качество обработки; — остроты зубцов фрезы. Чем острее зубцы, тем выше качество обработки; — состава бумаги по волокну. Наибольшую прочность КБС имеет бумага, содержащая умеренное количество древесной массы; — объемной массы. Бумага с относительно малой объемной массой (машинной гладкости) обеспечивает более высокую прочность КБС, чем бумага каландрированная и высококаландрированная; — степени проклейки. Повышение степени проклейки ведет к снижению прочности КБС, так как уменьшается смачиваемость бумаги; — толщины бумаги. Лучшие показатели у тонкой бумаги, до 90мкм. Толстая бумага более жесткая, что приводит к разрушению книги при пользовании ею; — направления раскроя. При долевом раскрое качество фрезерования выше, но если зубцы фрезы тупые, могут образовываться при долевом раскрое надрывы за пределами макронеровностей; — вязкости клея. При одноразовой заклейке наилучшие результаты при средне- или высоковязкой ПВАД. Но наивысшая прочность достигается при двухкратной заклейке, сначала низковязкой, затем сушка, затем высоковязкая ПВАД; — толщины клеевой пленки. С увеличением толщины прочность увеличивается, но до определенного предела, затем начинает падать. Оптимальная толщина воздушно-сухого клея 0,4 мм (расход клея 0,8 кг/ © Центр дистанционного образования МГУП | ||||||||||||||||||||||||||||||||
 ).
). »/> в момент шитья прочность скрепления сначала возрастает и достигает максимума при значениях
»/> в момент шитья прочность скрепления сначала возрастает и достигает максимума при значениях  »/>).
»/>).